TW300 Gas Cooled MIG Welding Torch - Specimen pro Distributors
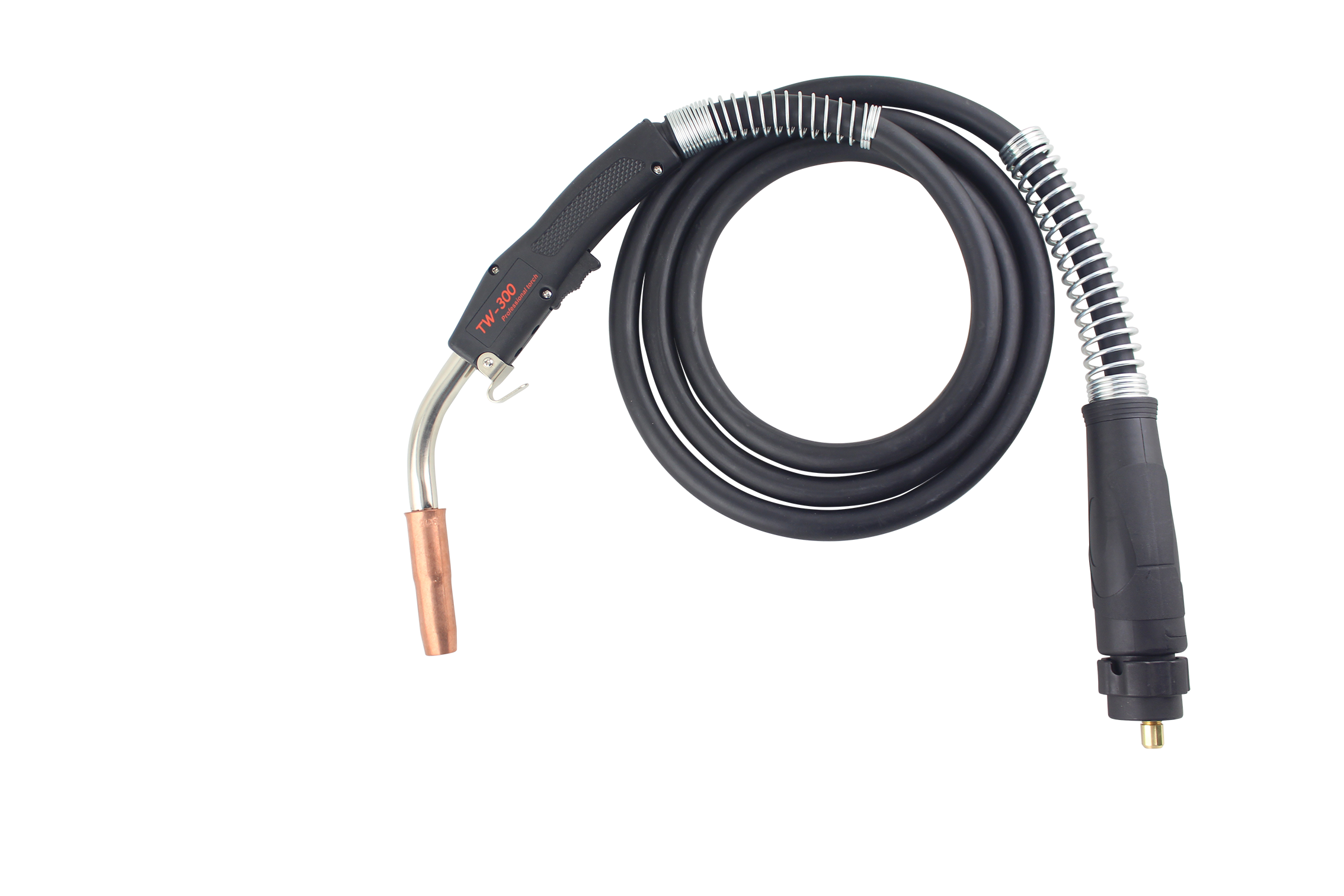
TW300 Gas refrigeratum MIG Welding Facem a Changzhou Inwelt est premium Tweco Series aer refrigeratus MIG gun aestimavit 300 amps cum 60% officio cycli. Pro professionalem welders destinat, ergonomica manubrium interlocking, commoda felis angulum commodat, et altum impulsum repugnans materiae superioris diuturnitatis. Haec fax perfecta est distributoribus quaerentibus certas, summus qualitas solutionum glutinis applicationum industrialium sicut automotiva reparatione, metallo fabricatione et gravi sustentatione.
TW300 ad sustentationem et mobilitatem celerem efficit, cum summo consilio et compatibilitate cum Tweco et Lincolnia consummabilia, TW 300 efficit electionem pro amplissimis distributoribus suis oblationibus productis augendis.
Key Features de TW300 MIG Welding Torch
Ergonomic Design for Welder Comfort
TW300 notiones a non-lapsu, rubber, et nylon manubrium pro tenaci ac potestate optimal, in usu extenso lassitudine reducendo weder. Eius ergonomic felis designatio accurationem et consolationem auget, specimen ad munus exigendum glutino.
Top-Loading Contact consilium Ratio
Top-loading design taedae concedit pro vivis et faciles reponendas contactuum apices, extenuando tempus et productivity boosting. Apicem contactum attenuatis densis systematis securam aptam efficit, laxis apicibus et vitia conglutinata eliminat.
Princeps Diuturnitatem in dura Environments
Materiae premiums aedificata sicut articulis aeris puris et cinematographicis oxygenii super-flexilibus, TW300 ad longitudinis vitae machinatum est. Inconsutilem, densatum COLLUM consilium, conditiones glutino duras sustinet, postea gratuita reducendo.
Lata Material compatibility
TW300 excellit in chalybe glutino, chalybe immaculato, aluminio, et aeris mixtura cum oxidatione minima, offerens sumptus efficens optumo glutino TIG. Magnitudinum filum ab 0,8mm ad 1.2mm sustinet, versatilitatem per applicationes procurans.
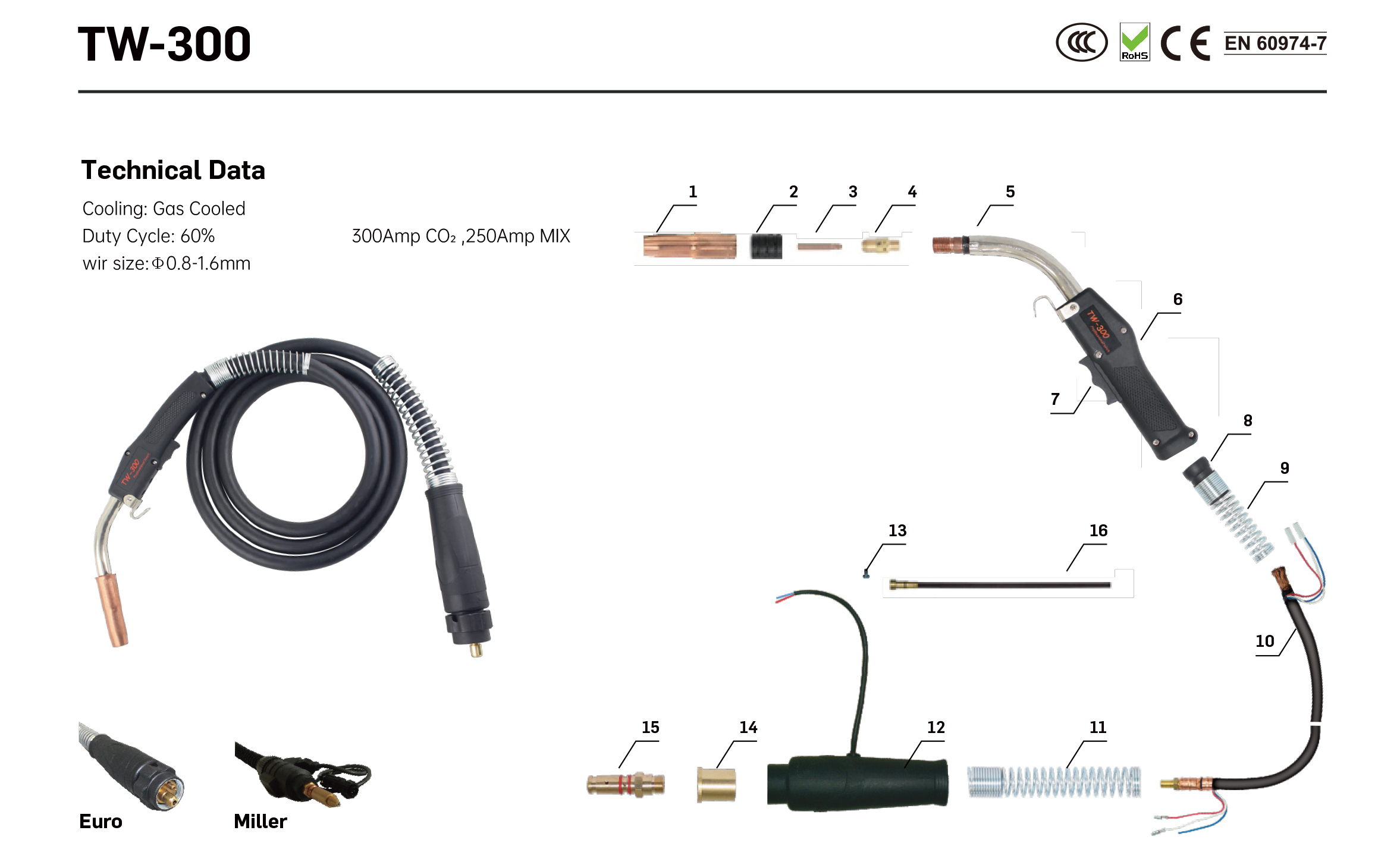
Data technica:
| Refrigerium |
Gas Cooled |
filum magnitudine |
Φ0.8-1.6mm |
| Officium 60% DC |
300Amp CO2, 250Amp MIX |
sarcina |
OPP Pera + 1Set/Box |
| SWITCH |
Unius |
Longitudo |
3m/4m/5m |
| Testimonium |
CE & Rohs |
Gas COLLUM |
Φ16 mm |
| Position |
Code |
Ref. |
Descriptio |
| 1 |
UDT0602 |
24A-62 |
Gas nozzleΦ16 |
| 2 |
IJDL0697 |
34A |
Insulator |
| 3 |
IJDV0019-12 |
14-45 |
Contactus tip 0.045' |
| 4 |
IJDG0081 |
54A |
Difusores |
| 5 |
IJDA0605-01 |
63J-45 |
Conductor tube 45° |
| 6 |
IJDW0703 |
83 |
MIG manubrio stupra |
| 7 |
IJIR0074 |
|
Felis Kit |
| 8 |
IJIK0798 |
|
Coniuncta TW1-4 |
| 9 |
IJGU0801-01 |
|
Ver pro cable subsidium/Zin/TW |
| 10 |
IJD000911 |
|
Cable conventus / 3M |
| 11 |
IJGU0835 |
|
Ver ad cable subsidium / caeruleum et album zinci plating |
| 12 |
IJIK0883 |
|
Retro arca cum claudendo anulum |
| 13 |
IJGU0074 |
EA0018 |
Screw M4x6 |
| 14 |
IJAI7062 |
|
Adaptor continentalis / Miller M10X1 |
| 15 |
IJU00003 |
|
Connexione nibh TW1-4 |
| 16 |
IJJD0078-06 |
|
Ferro liner 11' 0.030'-0.035' |
| Complete Torch |
|
IJDU5811 |
310-3545 |
TW3 Torch 3m |
|
IJDU5817 |
312-3545 |
TW3 Torch 4m |
|
IJDU5818 |
315-3545 |
Tw3 Torch 4.6m |
|
IJDU5826 |
X310-3545 |
TW3 Torch 3m euro semper nibh |
|
IJDU5822 |
X312-3545 |
TW3 Torch 4m euro semper nibh |
|
IJDU5823 |
|
TW3 Torch 4.6m euro nibh |
|
IJDU5824 |
M310-3545 |
Tw3 lampada 3m Miller nibh |
|
IJDU5825 |
M312-3545 |
Tw3 lampada 4m Miller nibh |
|
IJDU5831 |
M315-3545 |
Tw3 lampada 4.6m Miller nibh |
Beneficia pro Distributors
Pretium efficax et PRAEIUDICATUS
Durabilis constructio et humilis sustentatio TW300 necesse est reducere frequentiam reponendam, dum tempus valorem pro clientibus tuis praebens. Eius materiae qualitatem constantem obtinent effectum, famam tuae notae amplificans.
Altera / ODM Customisation Options
Changzhou Inwelt ampla OEM et ODM officia praebet, inter logos notatos, funes longitudinum consuetudinum (3m, 4m, 5m), et sarcinas formandas. Nostra R&D turma cooperatur cum distributoribus ut obviam certis postulatis mercatum praebeant differentiam competitive.
Aliquam Support et Exempla
Faces specimen praebemus ad probandum, rationabiliter in tractatu innixum. Nostra subsidia technica global turmae adiuvat institutionem, sollicitudinem, ac deinde mercatus necessitates, inconsutilem experientiam pro clientibus tuis procurans.
Venalicium et notans Commoda
Distributores prosunt ex specialibus infringo et in tutela venalicium. Nostrae praecisionis labellae et logos designatae sunt condiciones officinae duras ferre, notam visibilitatis et professionalismi boosting.
Applications et Industria
TW300 MIG Welding Torch est specimen variis applicationibus, inter quas:
-
Automotive reparatione et bodywork
-
Metallum fabricatio et constructio
-
Villam et domum incepta reparatione
-
Gravis machinatione sustentationem
Facultas eius diversas materias cum minima evaporatione coniungendi iacturam facit idoneam ad inceptis tam industrialibus quam mercatoriis, offerens qualitatem optimam compaginem integritate coniunctam.
Catalogus noster:
 INWELT MIG WELDING TORCH.pdf
INWELT MIG WELDING TORCH.pdf
FAQ:
Q1: Possum habere exemplum ad probandum?
A: Ita, exempla praebemus probandi, rationabiliter in tractatu innixa. Contactus nos ut ordinem specimenque tuum disponas.
Q2: An TW300 sustentationem customization?
A: Absolute! Officia OEM/ODM praebemus, inter notam logo, funem longitudinum consuetudinum, et sarcinis discriminatim ut notis tuis necessariis align.
Q3: Quae sunt beneficia entis distributor?
A: Peculiares infringas, venalicium tutelam, ac technicam sustentationem institutionis ac servitiis mercatus praebemus, curando negotium tuum viget.
Q4: Quomodo imperare potes qualitatem productorum?
A: Etiam, fabrum parati sumus adiuvare clientes cum quaestionibus technicis subsidiis, quaestiones quaecunque oriri possunt per processus institutionis allegantes, necnon subsidii post mercatum.
Q5: possumus miscere res in plena continens?
A: Ita. Nos productos nostros in mole navem, plerumque XL Pedes Alti Cubi Vasa, sed 20 pedum vascula quoque grata sunt.
Q6: Numquid possum habere ante ordinem ad officinam tuam visita?
A: Certus, tuam visita officinam nostram suscipe.
Cur Socius cum Changzhou Inwelt?
Changzhou Inwelt Welding Technologia Co., Ltd. est primarius fabricae CE et ISO-certificatae taedis glutinis, specialiter in serviendo medium ad magnas notiones et notas internationales. Celeriter productionem, naviculas globales et solutiones mercium liberas praebemus. Facilitas nostra status-of-artis fabricam praecisionem efficit, dum nostrae consuetudinis officia adiuvant notam tuam exstare in foro competitive glutino.
Contactus nos hodie ut exemplum petamus, optiones OEM/ODM discutiamus, vel ordinem occasiones mole exploramus. Inwelt empower your distribution business with top-terno welding solutions!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių