TW300 Gasgekühlter MIG-Schweißbrenner – ideal für Händler
Der gasgekühlte MIG-Schweißbrenner TW300 von Changzhou Inwelt ist ein luftgekühlter MIG-Schweißbrenner der Premium-Tweco-Serie mit einer Nennleistung von 300 Ampere und einer Einschaltdauer von 60 %. Es wurde für professionelle Schweißer entwickelt und verfügt über einen ergonomischen ineinandergreifenden Griff, einen bequemen Auslösewinkel und hochschlagfeste Materialien für überragende Haltbarkeit. Dieser Brenner eignet sich perfekt für Händler, die zuverlässige, hochwertige Schweißlösungen für industrielle Anwendungen wie Automobilreparatur, Metallverarbeitung und schwere Wartung suchen.
Mit seinem Toplader-Design und der Kompatibilität mit Tweco- und Lincoln-Verbrauchsmaterialien gewährleistet der TW300 eine schnelle Wartung und Vielseitigkeit und macht ihn zur ersten Wahl für Großhändler, die ihr Produktangebot erweitern möchten.
Hauptmerkmale des TW300 MIG-Schweißbrenners
Ergonomisches Design für Schweißerkomfort
Der TW300 verfügt über einen rutschfesten Griff aus Gummi und Nylon für optimalen Halt und Kontrolle, wodurch die Ermüdung des Schweißers bei längerem Gebrauch verringert wird. Sein ergonomisches Abzugsdesign erhöht Präzision und Komfort und ist ideal für anspruchsvolle Schweißaufgaben.
Toplader-Kontaktspitzensystem
Das Top-Loading-Design des Brenners ermöglicht einen schnellen und einfachen Austausch der Kontaktspitzen, wodurch Ausfallzeiten minimiert und die Produktivität gesteigert werden. Das konische Kontaktspitzen-Verriegelungssystem sorgt für einen sicheren Sitz und verhindert lose Spitzen und Schweißfehler.
Hohe Haltbarkeit in rauen Umgebungen
Der TW300 besteht aus hochwertigen Materialien wie Verbindungen aus reinem Kupfer und sauerstofffreien, superflexiblen Monokabeln und ist auf Langlebigkeit ausgelegt. Das nahtlose, verdickte Düsendesign hält rauen Schweißbedingungen stand und reduziert die Austauschkosten.
Breite Materialkompatibilität
Der TW300 zeichnet sich beim Schweißen von Stahl, Edelstahl, Aluminium und Kupferlegierungen mit minimaler Oxidation aus und bietet eine kostengünstige Alternative zum WIG-Schweißen. Es unterstützt Drahtgrößen von 0,8 mm bis 1,2 mm und sorgt so für Vielseitigkeit in allen Anwendungen.
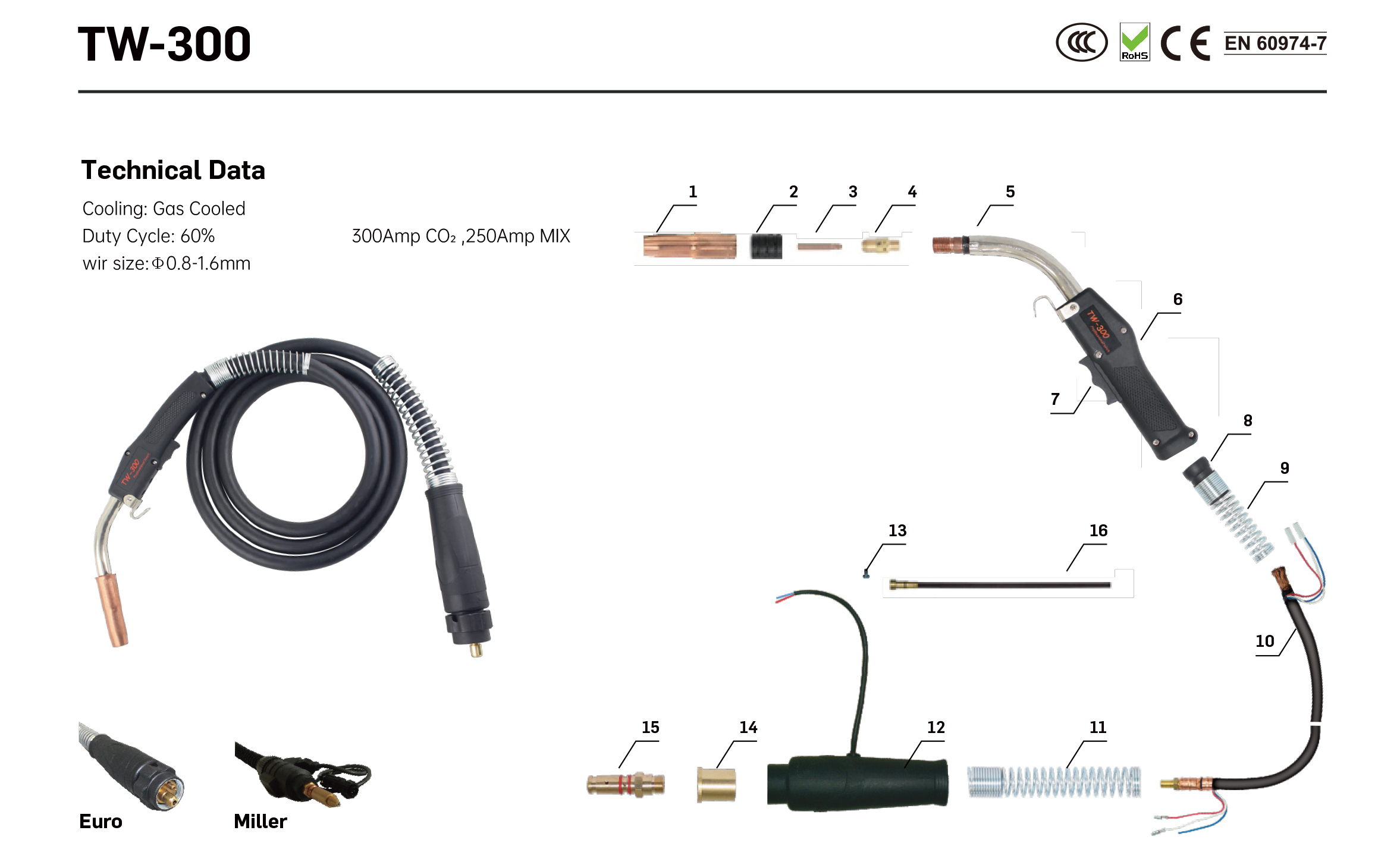
Technische Daten:
| Kühlung |
Gasgekühlt |
Drahtgröße |
Φ0,8–1,6 mm |
| Einschaltdauer 60 % Gleichstrom |
300 Ampere CO2, 250 Ampere MIX |
Paket |
OPP Beutel + 1Set/Box |
| Schalter |
Einzel |
Länge |
3m/4m/5m |
| Zertifikat |
CE und Rohs |
Gasdüse |
Φ16 mm |
| Position |
Code |
Ref. |
Beschreibung |
| 1 |
UDT0602 |
24A-62 |
GasdüseΦ16 |
| 2 |
IJDL0697 |
34A |
Isolator |
| 3 |
IJDV0019-12 |
14-45 |
Kontaktspitze 0,045' |
| 4 |
IJDG0081 |
54A |
Diffusor |
| 5 |
IJDA0605-01 |
63J-45 |
Leiterrohr 45° |
| 6 |
IJDW0703 |
83 |
MIG-Griff mit Schraube |
| 7 |
IJIR0074 |
|
Trigger-Kit |
| 8 |
IJIK0798 |
|
VERBINDUNG FÜR TW1-4 |
| 9 |
IJGU0801-01 |
|
Feder für Kabelhalterung/Zin/TW |
| 10 |
IJD000911 |
|
Kabelkonfektion/3M |
| 11 |
IJGU0835 |
|
Feder für Kabelhalterung/Blaue und weiße Verzinkung |
| 12 |
IJIK0883 |
|
Backbox mit Verschlussring |
| 13 |
IJGU0074 |
EA0018 |
Schraube M4x6 |
| 14 |
IJAI7062 |
|
Continental-Adapter / Miller M10X1 |
| 15 |
IJU00003 |
|
Anschlussadapter TW1-4 |
| 16 |
IJJD0078-06 |
|
Stahlauskleidung 11' 0,030'-0,035' |
| Komplette Fackel |
|
IJDU5811 |
310-3545 |
TW3 Taschenlampe 3m |
|
IJDU5817 |
312-3545 |
TW3 Taschenlampe 4m |
|
IJDU5818 |
315-3545 |
Tw3-Taschenlampe 4,6 m |
|
IJDU5826 |
X310-3545 |
TW3 Taschenlampe 3m Euro-Adapter |
|
IJDU5822 |
X312-3545 |
TW3 Taschenlampe 4m Euro-Adapter |
|
IJDU5823 |
|
TW3 Taschenlampe 4,6 m Euro-Adapter |
|
IJDU5824 |
M310-3545 |
Tw3 Torch 3m Miller-Adapter |
|
IJDU5825 |
M312-3545 |
Tw3 Torch 4m Miller-Adapter |
|
IJDU5831 |
M315-3545 |
Tw3 Torch 4,6 m Miller-Adapter |
Vorteile für Vertriebspartner
Kostengünstig und zuverlässig
Die langlebige Konstruktion und der geringe Wartungsbedarf des TW300 reduzieren die Austauschhäufigkeit und bieten Ihren Kunden einen langfristigen Mehrwert. Seine hochwertigen Materialien sorgen für eine konstante Leistung und steigern den Ruf Ihrer Marke.
OEM/ODM-Anpassungsoptionen
Changzhou Inwelt bietet umfangreiche OEM- und ODM-Dienstleistungen, einschließlich Markenlogos, kundenspezifische Kabellängen (3 m, 4 m, 5 m) und maßgeschneiderte Verpackungen. Unser Forschungs- und Entwicklungsteam arbeitet mit Händlern zusammen, um spezifische Marktanforderungen zu erfüllen und so eine Wettbewerbsdifferenzierung sicherzustellen.
Umfassender Support und Muster
Wir stellen Musterbrenner zum Testen zur Verfügung, die nach Verhandlung angemessen berechnet werden. Unser globales technisches Support-Team hilft bei der Installation, Fehlerbehebung und Aftermarket-Anforderungen und sorgt so für ein nahtloses Erlebnis für Ihre Kunden.
Vorteile von Marketing und Branding
Händler profitieren von Sonderrabatten und Marketingschutz. Unsere präzisionsgefertigten Etiketten und Logos sind so konzipiert, dass sie rauen Werkstattbedingungen standhalten und die Sichtbarkeit und Professionalität der Marke steigern.
Anwendungen und Branchen
Der TW300 MIG-Schweißbrenner ist ideal für eine Vielzahl von Anwendungen, darunter:
-
Kfz-Reparatur und Karosseriebau
-
Metallverarbeitung und Konstruktion
-
Reparaturprojekte auf dem Bauernhof und zu Hause
-
Wartung schwerer Maschinen
Aufgrund seiner Fähigkeit, verschiedene Materialien mit minimalem Verdampfungsverlust zu schweißen, eignet es sich sowohl für industrielle als auch kommerzielle Projekte und bietet hochwertige Schweißnähte mit ausgezeichneter Verbindungsintegrität.
Unser Katalog:
 INWELT MIG-SCHWEISSBRENNER.pdf
INWELT MIG-SCHWEISSBRENNER.pdf
FAQ:
F1: Kann ich eine Probe zum Testen haben?
A: Ja, wir bieten Muster zum Testen an, die auf der Grundlage einer Verhandlung angemessen berechnet werden. Kontaktieren Sie uns, um Ihre Musterbestellung zu vereinbaren.
F2: Unterstützt der TW300 die Anpassung?
A: Auf jeden Fall! Wir bieten OEM/ODM-Services, einschließlich Logo-Branding, kundenspezifische Kabellängen und maßgeschneiderte Verpackungen, um den Anforderungen Ihrer Marke gerecht zu werden.
F3: Welche Vorteile hat es, ein Vertriebshändler zu sein?
A: Wir bieten spezielle Rabatte, Marketingschutz und technischen Support für Installations- und Aftermarket-Services, um sicherzustellen, dass Ihr Unternehmen floriert.
F4: Wie können Sie die Qualität der Produkte kontrollieren?
A: Ja, wir verfügen über Techniker, die Kunden bei technischen Supportproblemen, allen Problemen, die während des Angebots- oder Installationsprozesses auftreten können, sowie beim Aftermarket-Support zur Seite stehen.
F5: Können wir Artikel in vollen Behältern mischen?
A: Ja. Wir versenden unsere Produkte in großen Mengen, normalerweise in 40-Fuß-High-Cube-Containern, aber auch 20-Fuß-Container sind akzeptabel.
F6: Kann ich Ihre Fabrik vor der Bestellung besichtigen?
A: Natürlich, wir freuen uns über Ihren Besuch in unserer Fabrik.
Warum mit Changzhou Inwelt zusammenarbeiten?
Changzhou Inwelt Welding Technology Co., Ltd. ist ein führender Hersteller von CE- und ISO-zertifizierten Schweißbrennern, der sich auf die Betreuung mittlerer bis großer Großhändler und internationaler Marken spezialisiert hat. Wir bieten schnelle Produktion, weltweiten Versand und kostenlose Lagerlösungen. Unsere hochmoderne Anlage gewährleistet eine präzise Fertigung, während unsere kundenspezifischen Dienstleistungen Ihrer Marke helfen, sich auf dem wettbewerbsintensiven Schweißmarkt abzuheben.
Kontaktieren Sie uns noch heute, um ein Muster anzufordern, OEM/ODM-Optionen zu besprechen oder Möglichkeiten für Großbestellungen zu erkunden. Lassen Sie Inwelt Ihr Vertriebsgeschäft mit erstklassigen Schweißlösungen stärken!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių