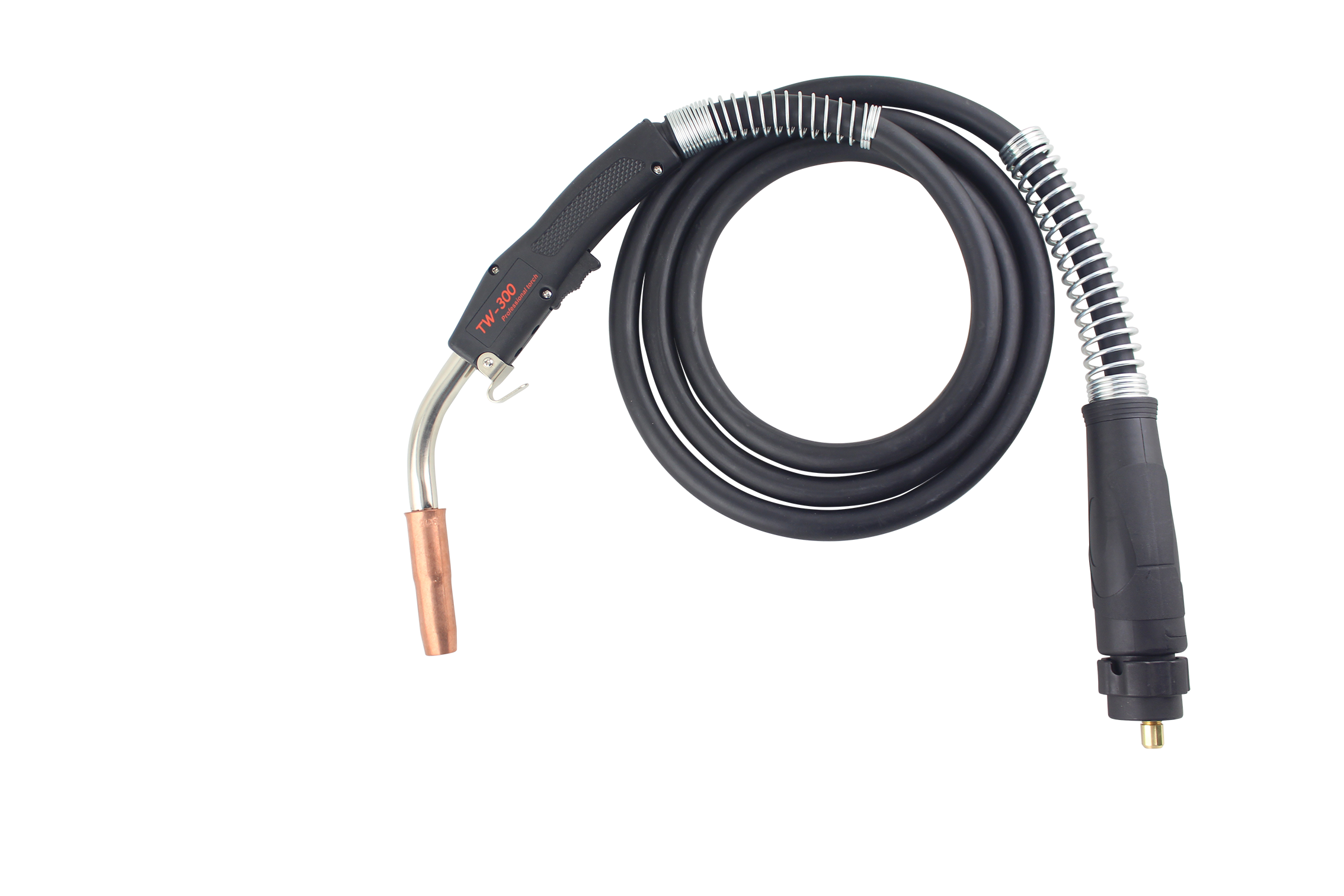
Chłodzony gazem palnik spawalniczy MIG TW300 — idealny dla dystrybutorów
firmy Chłodzony gazem uchwyt spawalniczy MIG TW300 Changzhou Inwelt to najwyższej klasy chłodzony powietrzem uchwyt MIG z serii Tweco o prądzie znamionowym 300 A i cyklu pracy 60%. Zaprojektowany dla profesjonalnych spawaczy, posiada ergonomiczny uchwyt blokujący, wygodny kąt wyzwalania i materiały odporne na uderzenia, zapewniające doskonałą trwałość. Ten palnik jest idealny dla dystrybutorów poszukujących niezawodnych, wysokiej jakości rozwiązań spawalniczych do zastosowań przemysłowych, takich jak naprawa samochodów, produkcja metali i ciężkie prace konserwacyjne.
Dzięki konstrukcji ładowanej od góry i kompatybilności z materiałami eksploatacyjnymi Tweco i Lincoln, TW300 zapewnia szybką konserwację i wszechstronność, co czyni go najlepszym wyborem dla dużych dystrybutorów, którzy chcą ulepszyć swoją ofertę produktów.
Najważniejsze cechy palnika spawalniczego TW300 MIG
Ergonomiczna konstrukcja zapewniająca wygodę spawacza
TW300 posiada antypoślizgową, gumowo-nylonową rękojeść zapewniającą optymalny chwyt i kontrolę, redukując zmęczenie spawacza podczas długotrwałego użytkowania. Ergonomiczna konstrukcja spustu zwiększa precyzję i komfort, dzięki czemu jest idealna do wymagających zadań spawalniczych.
System końcówek kontaktowych ładowanych od góry
Konstrukcja palnika ładowana od góry umożliwia szybką i łatwą wymianę końcówek prądowych, minimalizując przestoje i zwiększając produktywność. Zwężający się system blokowania końcówki prądowej zapewnia bezpieczne dopasowanie, eliminując luźne końcówki i wady spawów.
Wysoka trwałość w trudnych warunkach
Zbudowany z najwyższej jakości materiałów, takich jak złącza z czystej miedzi i beztlenowe, superelastyczne kable mono, TW300 został zaprojektowany z myślą o trwałości. Bezszwowa, pogrubiona konstrukcja dyszy wytrzymuje trudne warunki spawania, redukując koszty wymiany.
Szeroka kompatybilność materiałowa
TW300 doskonale radzi sobie ze spawaniem stali, stali nierdzewnej, aluminium i stopów miedzi przy minimalnym utlenieniu, stanowiąc ekonomiczną alternatywę dla spawania TIG. Obsługuje przewody o średnicach od 0,8 mm do 1,2 mm, zapewniając wszechstronność w różnych zastosowaniach.
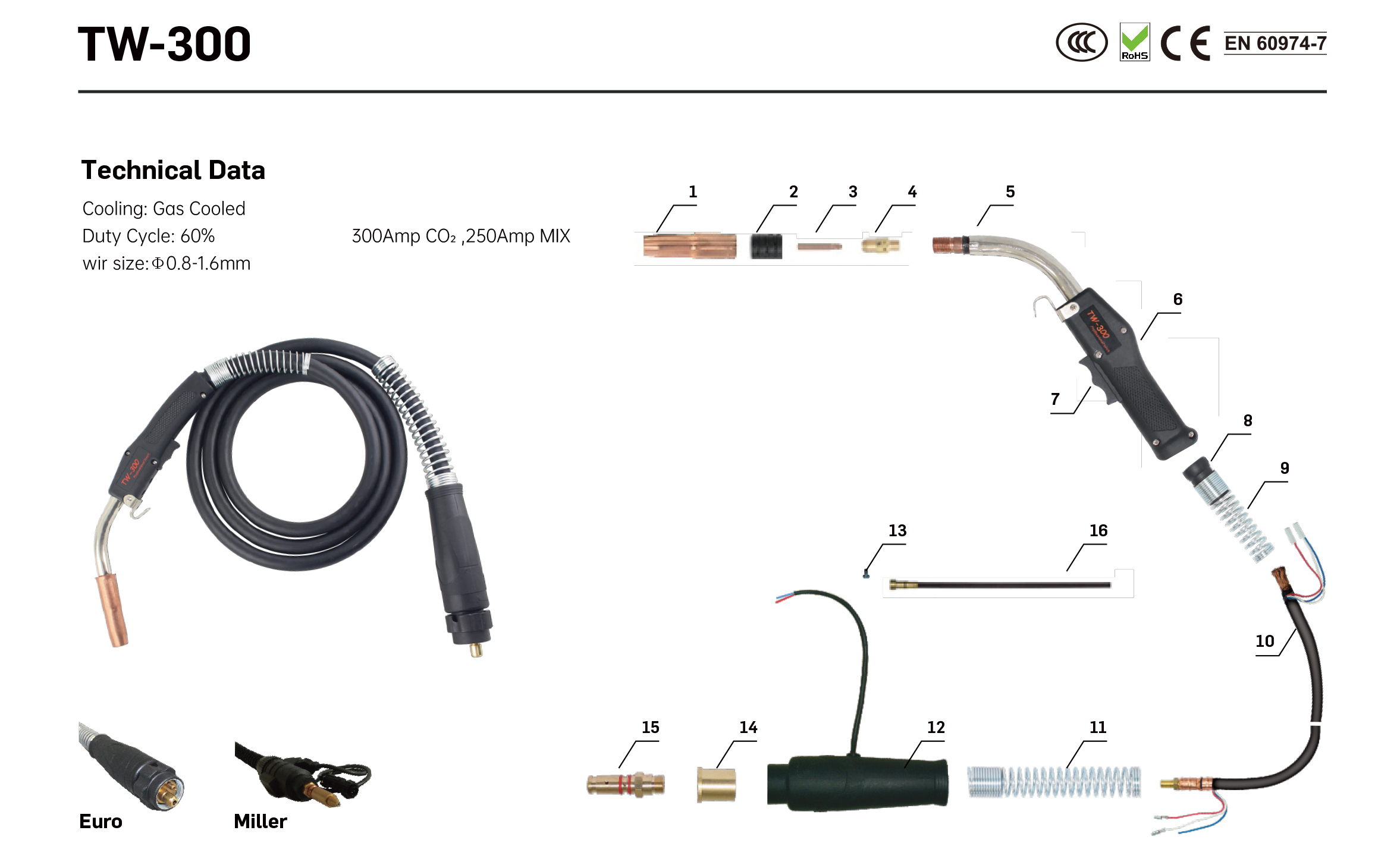
Dane techniczne:
| Chłodzenie |
Chłodzony gazem |
rozmiar drutu |
Φ0,8-1,6 mm |
| Obowiązek 60% prądu stałego |
300A CO2, 250A MIESZANKA |
Pakiet |
Torba OPP + 1 zestaw/pudełko |
| Przełączniki |
Pojedynczy |
Długość |
3m/4m/5m |
| Certyfikat |
CE i Rohs |
Dysza gazowa |
Φ16 mm |
| Pozycja |
Kod |
Nr ref. |
Opis |
| 1 |
UDT0602 |
24A-62 |
Dysza gazowaΦ16 |
| 2 |
IJDL0697 |
34A |
Izolator |
| 3 |
IJDV0019-12 |
14-45 |
Końcówka kontaktowa 0,045' |
| 4 |
IJDG0081 |
54A |
Dyfuzor |
| 5 |
IJDA0605-01 |
63J-45 |
Rura przewodząca 45° |
| 6 |
IJDW0703 |
83 |
Uchwyt MIG ze śrubą |
| 7 |
IJIR0074 |
|
Zestaw wyzwalacza |
| 8 |
IJIK0798 |
|
ŁĄCZNIK DLA TW1-4 |
| 9 |
IJGU0801-01 |
|
Sprężyna wspornika kabla/Zin/TW |
| 10 |
IJD000911 |
|
Zespół kabla/3M |
| 11 |
IJGU0835 |
|
Sprężyna do wspornika kabla/cynk niebiesko-biały |
| 12 |
IJIK0883 |
|
Pudełko tylne z pierścieniem zamykającym |
| 13 |
IJGU0074 |
EA0018 |
Śruba M4x6 |
| 14 |
IJAI7062 |
|
Adapter Continental / Miller M10X1 |
| 15 |
IJU00003 |
|
Adapter połączeniowy TW1-4 |
| 16 |
IJJD0078-06 |
|
Stalowa wkładka 11' 0,030'-0,035' |
| Kompletna latarka |
|
IJDU5811 |
310-3545 |
Latarka TW3 3m |
|
IJDU5817 |
312-3545 |
Latarka TW3 4m |
|
IJDU5818 |
315-3545 |
Latarka Tw3 4,6 m |
|
IJDU5826 |
X310-3545 |
Adapter euro do palnika TW3 3m |
|
IJDU5822 |
X312-3545 |
Adapter euro do palnika TW3 4m |
|
IJDU5823 |
|
Adapter euro do palnika TW3 4,6 m |
|
IJDU5824 |
M310-3545 |
Adapter do palnika Tw3 3m Miller |
|
IJDU5825 |
M312-3545 |
Adapter do palnika Tw3 4m Miller |
|
IJDU5831 |
M315-3545 |
Adapter Millera do palnika Tw3 4,6 m |
Korzyści dla dystrybutorów
Ekonomiczne i niezawodne
Trwała konstrukcja TW300 i niskie wymagania konserwacyjne zmniejszają częstotliwość wymiany, zapewniając długoterminową wartość dla Twoich klientów. Wysokiej jakości materiały zapewniają stałą wydajność, wzmacniając reputację Twojej marki.
Opcje dostosowywania OEM/ODM
Changzhou Inwelt oferuje szerokie usługi OEM i ODM, w tym logo marki, niestandardowe długości kabli (3 m, 4 m, 5 m) i dostosowane do indywidualnych potrzeb opakowania. Nasz zespół badawczo-rozwojowy współpracuje z dystrybutorami, aby sprostać konkretnym wymaganiom rynku, zapewniając zróżnicowanie na tle konkurencji.
Kompleksowe wsparcie i próbki
Dostarczamy przykładowe latarki do testów, których opłaty są rozsądnie ustalane na podstawie negocjacji. Nasz globalny zespół wsparcia technicznego pomaga w instalacji, rozwiązywaniu problemów i zaspokajaniu potrzeb związanych z obsługą posprzedażną, zapewniając bezproblemową obsługę Twoich klientów.
Korzyści marketingowe i brandingowe
Dystrybutorzy korzystają ze specjalnych rabatów i ochrony marketingowej. Nasze precyzyjnie wykonane etykiety i logo zostały zaprojektowane tak, aby wytrzymać trudne warunki warsztatowe, zwiększając widoczność marki i profesjonalizm.
Zastosowania i branże
Palnik spawalniczy TW300 MIG idealnie nadaje się do różnych zastosowań, w tym:
-
Naprawa samochodów i karoserii
-
Produkcja i konstrukcja metalowa
-
Projekty napraw gospodarstw rolnych i domów
-
Konserwacja maszyn ciężkich
Jego zdolność do spawania różnorodnych materiałów przy minimalnych stratach na skutek parowania sprawia, że nadaje się zarówno do projektów przemysłowych, jak i komercyjnych, oferując wysokiej jakości spoiny i doskonałą integralność złącza.
Nasz katalog:
 PALNIK SPAWALNICZY INWELT MIG.pdf
PALNIK SPAWALNICZY INWELT MIG.pdf
Często zadawane pytania:
P1: Czy mogę otrzymać próbkę do testów?
Odp.: Tak, oferujemy próbki do testów, pobierane w rozsądnej wysokości na podstawie negocjacji. Skontaktuj się z nami, aby umówić się na zamówienie próbki.
P2: Czy TW300 obsługuje personalizację?
Odp.: Absolutnie! Świadczymy usługi OEM/ODM, w tym znakowanie logo, niestandardowe długości kabli i opakowania dostosowane do potrzeb Twojej marki.
P3: Jakie są korzyści z bycia dystrybutorem?
Odp.: Oferujemy specjalne rabaty, ochronę marketingową i wsparcie techniczne w zakresie usług instalacyjnych i posprzedażowych, zapewniając rozwój Twojej firmy.
P4: Jak możesz kontrolować jakość produktów?
Odp.: Tak, mamy inżynierów gotowych pomagać klientom w rozwiązywaniu problemów związanych ze wsparciem technicznym, wszelkimi problemami, które mogą pojawić się podczas procesu wyceny lub instalacji, a także wsparciem posprzedażnym.
P5: Czy możemy mieszać produkty w pełnym pojemniku?
O: Tak. Nasze produkty wysyłamy luzem, zwykle w kontenerach o wysokości 40 stóp, ale dopuszczalne są również kontenery o długości 20 stóp.
P6: Czy mogę odwiedzić Twoją fabrykę przed złożeniem zamówienia?
Odp .: Jasne, witamy wizytę w naszej fabryce.
Dlaczego warto współpracować z Changzhou Inwelt?
Changzhou Inwelt Welding Technology Co., Ltd. jest wiodącym producentem uchwytów spawalniczych z certyfikatami CE i ISO, specjalizującym się w obsłudze średnich i dużych hurtowni oraz międzynarodowych marek. Oferujemy szybką produkcję, globalną wysyłkę i bezpłatne rozwiązania magazynowe. Nasz najnowocześniejszy zakład zapewnia precyzyjną produkcję, a nasze usługi dostosowywania pomogą Twojej marce wyróżnić się na konkurencyjnym rynku spawalniczym.
Skontaktuj się z nami już dziś , aby poprosić o próbkę, omówić opcje OEM/ODM lub poznać możliwości zamówień zbiorczych. Pozwól firmie Inwelt wyposażyć swoją firmę dystrybucyjną w najwyższej klasy rozwiązania spawalnicze!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių