Сварочная горелка MIG с газовым охлаждением TW300 — идеально подходит для дистрибьюторов
от Сварочная горелка MIG с газовым охлаждением TW300 Changzhou Inwelt — это горелка MIG премиум-класса с воздушным охлаждением серии Tweco, рассчитанная на ток 300 А и рабочий цикл 60%. Разработанный для профессиональных сварщиков, он оснащен эргономичной рукояткой с блокировкой, удобным углом спуска и ударопрочными материалами, обеспечивающими превосходную долговечность. Эта горелка идеально подходит для дистрибьюторов, которым нужны надежные и высококачественные сварочные решения для промышленного применения, например, ремонта автомобилей, обработки металлов и тяжелого технического обслуживания.
Благодаря конструкции с верхней загрузкой и совместимости с расходными материалами Tweco и Lincoln, TW300 обеспечивает быстрое обслуживание и универсальность, что делает его лучшим выбором для крупных дистрибьюторов, стремящихся расширить ассортимент своей продукции.
Основные характеристики сварочной горелки TW300 MIG
Эргономичный дизайн для комфорта сварщика
TW300 оснащен нескользящей рукояткой из резины и нейлона, обеспечивающей оптимальный захват и контроль, что снижает утомляемость сварщика при длительном использовании. Эргономичная конструкция триггера повышает точность и комфорт, идеально подходит для сложных сварочных задач.
Система контактных наконечников с верхней загрузкой
Конструкция резака с верхней загрузкой позволяет быстро и легко заменять контактные наконечники, сводя к минимуму время простоя и повышая производительность. Коническая система фиксации контактных наконечников обеспечивает надежную фиксацию, исключая незакрепленные наконечники и дефекты сварки.
Высокая долговечность в суровых условиях
Созданный из высококачественных материалов, таких как соединения из чистой меди и бескислородные сверхгибкие монокабели, TW300 рассчитан на долгий срок службы. Его бесшовная утолщенная конструкция сопла выдерживает жесткие условия сварки, что снижает затраты на замену.
Широкая совместимость материалов
TW300 превосходно справляется со сваркой стали, нержавеющей стали, алюминия и медных сплавов с минимальным окислением, предлагая экономичную альтернативу сварке TIG. Он поддерживает размеры проводов от 0,8 мм до 1,2 мм, обеспечивая универсальность в различных приложениях.
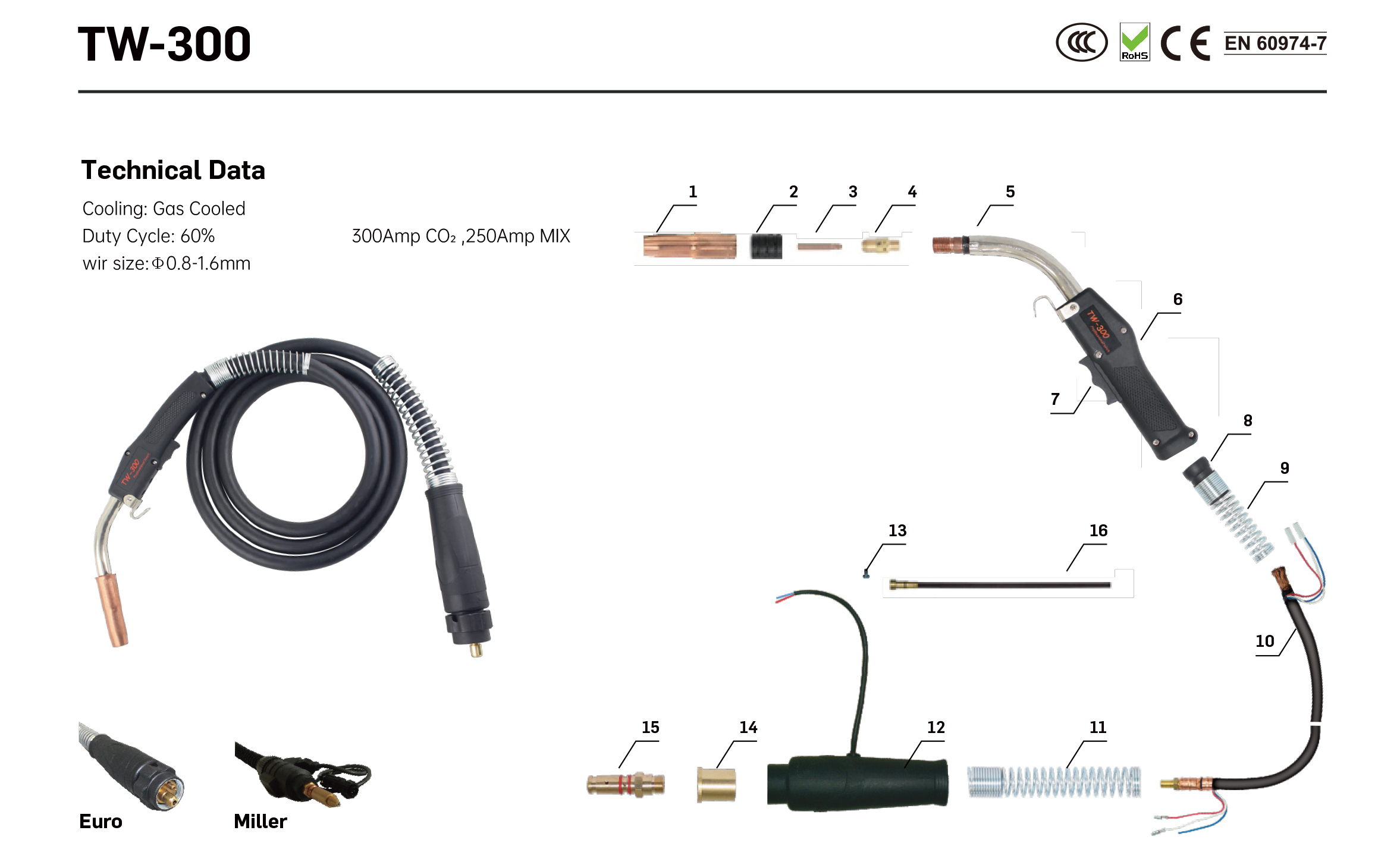
Технические данные:
| Охлаждение |
Газовое охлаждение |
размер провода |
0,8-1,6 мм |
| Обязанность 60% постоянного тока |
300 А CO2, 250 А СМЕСЬ |
Упаковка |
OPP мешок + 1 комплект/коробка |
| Переключатели |
Одинокий |
Длина |
3м/4м/5м |
| Сертификат |
CE и Rohs |
Газовое сопло |
Φ16 мм |
| Позиция |
Код |
Ссылка. |
Описание |
| 1 |
УДТ0602 |
24А-62 |
Газовое сопло Φ16 |
| 2 |
IJDL0697 |
34А |
Изолятор |
| 3 |
IJDV0019-12 |
14-45 |
Контактный наконечник 0,045' |
| 4 |
IJDG0081 |
54А |
Диффузор |
| 5 |
IJDA0605-01 |
63J-45 |
Проводящая трубка 45° |
| 6 |
IJDW0703 |
83 |
Рукоятка MIG с винтом |
| 7 |
IJIR0074 |
|
Триггерный комплект |
| 8 |
IJIK0798 |
|
СОЕДИНЕНИЕ ДЛЯ TW1-4 |
| 9 |
ИЖГУ0801-01 |
|
Пружина для крепления троса/Zin/TW |
| 10 |
IJD000911 |
|
Кабельная сборка/3М |
| 11 |
IJGU0835 |
|
Пружина для крепления кабеля/Покрытие синим и белым цинком |
| 12 |
IJIK0883 |
|
Задняя коробка с закрывающимся кольцом |
| 13 |
IJGU0074 |
EA0018 |
Винт М4х6 |
| 14 |
IJAI7062 |
|
Континентальный адаптер / Миллер M10X1 |
| 15 |
IJU00003 |
|
Адаптер подключения TW1-4 |
| 16 |
IJJD0078-06 |
|
Стальной хвостовик 11 футов 0,030'-0,035' |
| Полный Факел |
|
IJDU5811 |
310-3545 |
TW3 Факел 3м |
|
IJDU5817 |
312-3545 |
TW3 Факел 4м |
|
IJDU5818 |
315-3545 |
Tw3 Факел 4,6 м |
|
IJDU5826 |
X310-3545 |
Евроадаптер TW3 Torch 3 м. |
|
IJDU5822 |
X312-3545 |
Евроадаптер TW3 Torch 4 м. |
|
IJDU5823 |
|
Евроадаптер TW3 Torch 4,6 м |
|
IJDU5824 |
М310-3545 |
Переходник Миллера Tw3 Torch 3м |
|
IJDU5825 |
М312-3545 |
Адаптер Миллера Tw3 Torch 4 м |
|
IJDU5831 |
М315-3545 |
Адаптер Миллера Tw3 Torch 4,6 м |
Преимущества для дистрибьюторов
Экономичность и надежность
Прочная конструкция TW300 и низкие потребности в обслуживании сокращают частоту замены, обеспечивая долгосрочную выгоду для ваших клиентов. Высококачественные материалы обеспечивают стабильную работу и повышают репутацию вашего бренда.
Варианты настройки OEM/ODM
Changzhou Inwelt предлагает широкий спектр услуг OEM и ODM, включая фирменные логотипы, нестандартную длину кабелей (3 м, 4 м, 5 м) и индивидуальную упаковку. Наша команда исследований и разработок сотрудничает с дистрибьюторами для удовлетворения конкретных потребностей рынка, обеспечивая конкурентное преимущество.
Комплексная поддержка и образцы
Мы предоставляем образцы горелок для тестирования по разумной цене, основанной на переговорах. Наша глобальная группа технической поддержки помогает с установкой, устранением неполадок и послепродажным обслуживанием, обеспечивая бесперебойную работу ваших клиентов.
Преимущества маркетинга и брендинга
Дистрибьюторы получают специальные скидки и маркетинговую защиту. Наши этикетки и логотипы, изготовленные с высокой точностью, созданы для того, чтобы выдерживать суровые условия мастерской, повышая узнаваемость бренда и профессионализм.
Приложения и отрасли
Сварочная горелка TW300 MIG идеально подходит для различных применений, в том числе:
-
Ремонт автомобилей и кузовные работы
-
Металлообработка и строительство
-
Проекты ремонта фермы и дома
-
Обслуживание тяжелой техники
Его способность сваривать разнообразные материалы с минимальными потерями на испарение делает его подходящим как для промышленных, так и для коммерческих проектов, обеспечивая высококачественные сварные швы с превосходной целостностью соединений.
Наш каталог:
 СВАРОЧНАЯ ГОРЕЛКА INWELT MIG.pdf
СВАРОЧНАЯ ГОРЕЛКА INWELT MIG.pdf
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
В1: Могу ли я получить образец для тестирования?
О: Да, мы предлагаем образцы для тестирования по разумной цене на основе переговоров. Свяжитесь с нами, чтобы организовать заказ образца.
В2: Поддерживает ли TW300 настройку?
А: Абсолютно! Мы предоставляем услуги OEM/ODM, включая брендирование логотипа, настройку длины кабелей и индивидуальную упаковку в соответствии с потребностями вашего бренда.
В3: Каковы преимущества работы дистрибьютором?
О: Мы предлагаем специальные скидки, маркетинговую защиту и техническую поддержку при установке и послепродажном обслуживании, обеспечивая процветание вашего бизнеса.
В4: Как вы можете контролировать качество продукции?
О: Да, у нас есть инженеры, готовые помочь клиентам с проблемами технической поддержки, любыми проблемами, которые могут возникнуть в процессе предложения или установки, а также с послепродажной поддержкой.
В5: можем ли мы смешивать товары в полном контейнере?
А: Да. Мы отправляем нашу продукцию оптом, обычно в 40-футовых контейнерах высотой куб, но также приемлемы 20-футовые контейнеры.
В6: Могу ли я посетить вашу фабрику перед заказом?
О: Конечно, добро пожаловать на наш завод.
Почему стоит сотрудничать с Changzhou Inwelt?
Changzhou Inwelt Welding Technology Co., Ltd. является ведущим производителем сварочных горелок, сертифицированных CE и ISO, специализирующимся на обслуживании средних и крупных оптовиков и международных брендов. Мы предлагаем быстрое производство, доставку по всему миру и бесплатные складские решения. Наше современное оборудование обеспечивает точность производства, а наши услуги по индивидуальной настройке помогут вашему бренду выделиться на конкурентном рынке сварки.
Свяжитесь с нами сегодня , чтобы запросить образец, обсудить варианты OEM/ODM или изучить возможности оптового заказа. Позвольте Inwelt расширить возможности вашего дистрибьюторского бизнеса с помощью первоклассных сварочных решений!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių