TW300 gasgekoelde MIG-lastoorts - Ideaal voor distributeurs
De TW300 gasgekoelde MIG-lastoorts van Changzhou Inwelt is een eersteklas luchtgekoeld MIG-pistool uit de Tweco-serie met een vermogen van 300 ampère en een inschakelduur van 60%. Het is ontworpen voor professionele lassers en beschikt over een ergonomisch in elkaar grijpende handgreep, een comfortabele trekkerhoek en zeer schokbestendige materialen voor superieure duurzaamheid. Deze toorts is perfect voor distributeurs die op zoek zijn naar betrouwbare, hoogwaardige lasoplossingen voor industriële toepassingen zoals autoreparatie, metaalproductie en zwaar onderhoud.
Met zijn ontwerp met bovenlader en compatibiliteit met verbruiksartikelen van Tweco en Lincoln, garandeert de TW300 snel onderhoud en veelzijdigheid, waardoor het een topkeuze is voor grootschalige distributeurs die hun productaanbod willen verbeteren.
Belangrijkste kenmerken van de TW300 MIG-lastoorts
Ergonomisch ontwerp voor lascomfort
De TW300 is voorzien van een antisliphandvat van rubber en nylon voor optimale grip en controle, waardoor vermoeidheid van de lasser bij langdurig gebruik wordt verminderd. Het ergonomische ontwerp van de trekker verbetert de precisie en het comfort, ideaal voor veeleisende laswerkzaamheden.
Contacttipsysteem met bovenlader
Het ontwerp met bovenlader van de toorts maakt een snelle en gemakkelijke vervanging van de contactpunten mogelijk, waardoor de uitvaltijd wordt geminimaliseerd en de productiviteit wordt verhoogd. Het taps toelopende contacttipvergrendelingssysteem zorgt voor een veilige pasvorm, waardoor losse tips en lasdefecten worden geëlimineerd.
Hoge duurzaamheid in zware omgevingen
De TW300 is gebouwd met hoogwaardige materialen zoals puur koperen verbindingen en zuurstofvrije, superflexibele monokabels en is ontworpen voor een lange levensduur. Het naadloze, verdikte mondstukontwerp is bestand tegen zware lasomstandigheden, waardoor de vervangingskosten worden verlaagd.
Brede materiaalcompatibiliteit
De TW300 blinkt uit in het lassen van staal, roestvrij staal, aluminium en koperlegeringen met minimale oxidatie en biedt een kosteneffectief alternatief voor TIG-lassen. Het ondersteunt draaddiktes van 0,8 mm tot 1,2 mm, waardoor veelzijdigheid in alle toepassingen wordt gegarandeerd.
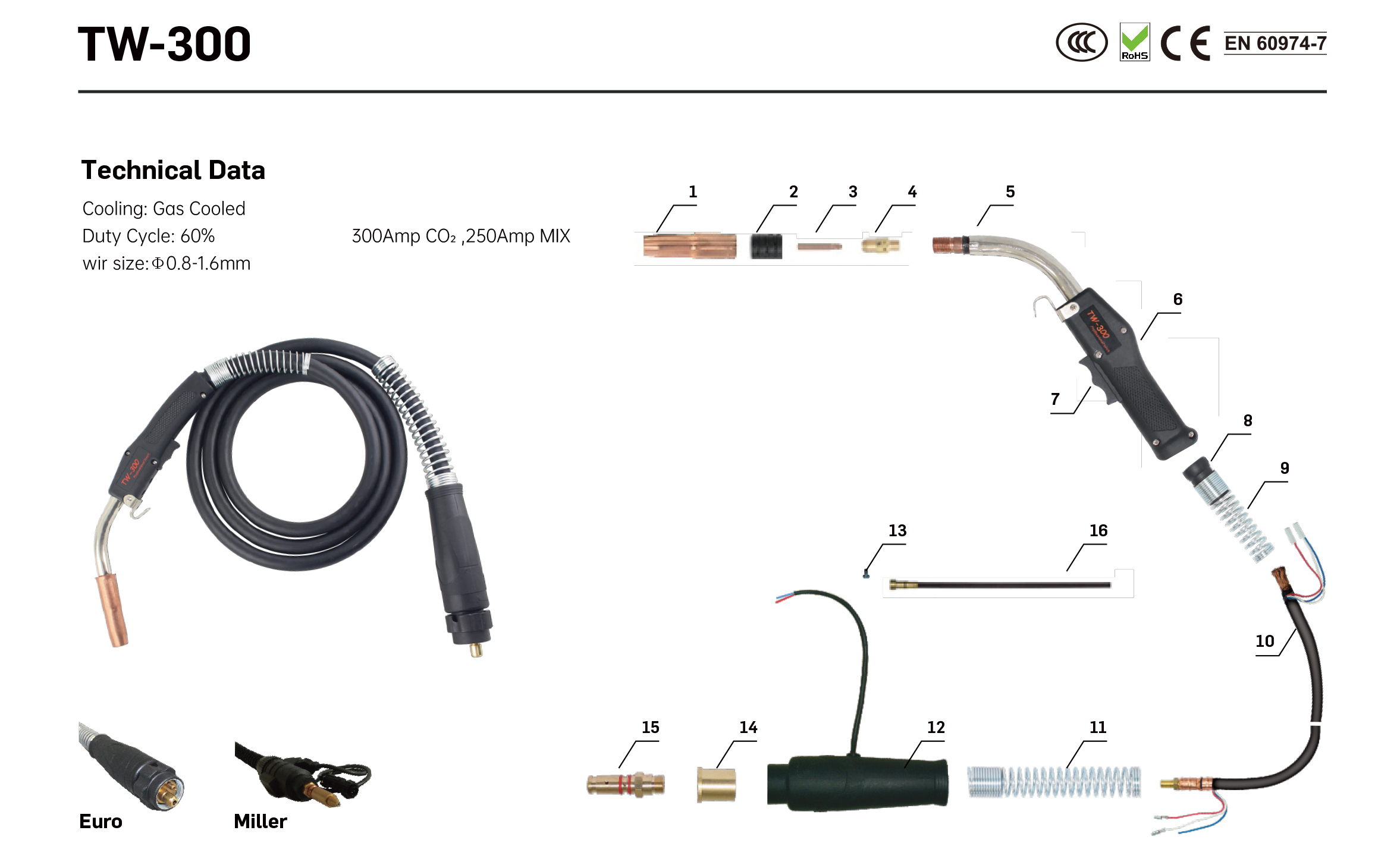
Technische gegevens:
| Koeling |
Gasgekoeld |
draad maat |
Φ0,8-1,6 mm |
| Inschakelduur 60% gelijkstroom |
300 Amp CO2, 250 Amp MIX |
Pakket |
OPP Zak + 1 Set/Doos |
| Schakelaars |
Enkel |
Lengte |
3m/4m/5m |
| Certificaat |
CE & RoHS |
Gasmondstuk |
Φ16 mm |
| Positie |
Code |
Ref. |
Beschrijving |
| 1 |
UDT0602 |
24A-62 |
GasmondstukΦ16 |
| 2 |
IJDL0697 |
34A |
Isolator |
| 3 |
IJDV0019-12 |
14-45 |
Contacttip 0,045' |
| 4 |
IJDG0081 |
54A |
Verspreider |
| 5 |
IJDA0605-01 |
63J-45 |
Geleiderbuis 45° |
| 6 |
IJDW0703 |
83 |
MIG-handgreep met schroef |
| 7 |
IJIR0074 |
|
Triggerkit |
| 8 |
IJIK0798 |
|
GEZAMENLIJK VOOR TW1-4 |
| 9 |
IJGU0801-01 |
|
Veer voor kabelsteun/Zin/TW |
| 10 |
IJD000911 |
|
Kabelmontage/3M |
| 11 |
IJGU0835 |
|
Veer voor kabelsteun/blauw en wit verzinkt |
| 12 |
IJIK0883 |
|
Achterdoos met sluitring |
| 13 |
IJGU0074 |
EA0018 |
Schroef M4x6 |
| 14 |
IJAI7062 |
|
Continental-adapter / Miller M10X1 |
| 15 |
IJU00003 |
|
Aansluitadapter TW1-4 |
| 16 |
IJJD0078-06 |
|
Stalen voering 11' 0,030'-0,035' |
| Volledige fakkel |
|
IJDU5811 |
310-3545 |
TW3 Zaklamp 3m |
|
IJDU5817 |
312-3545 |
TW3 Zaklamp 4m |
|
IJDU5818 |
315-3545 |
Tw3 Zaklamp 4,6m |
|
IJDU5826 |
X310-3545 |
TW3 Zaklamp 3m euro-adapter |
|
IJDU5822 |
X312-3545 |
TW3 Zaklamp 4m euro-adapter |
|
IJDU5823 |
|
TW3 Zaklamp 4,6m euro-adapter |
|
IJDU5824 |
M310-3545 |
Tw3 Zaklamp 3m Miller-adapter |
|
IJDU5825 |
M312-3545 |
Tw3 Zaklamp 4m Miller-adapter |
|
IJDU5831 |
M315-3545 |
Tw3 Zaklamp 4,6 m Miller-adapter |
Voordelen voor distributeurs
Kosteneffectief en betrouwbaar
De duurzame constructie en de lage onderhoudsbehoeften van de TW300 verminderen de vervangingsfrequentie, waardoor uw klanten op de lange termijn waarde krijgen. De hoogwaardige materialen zorgen voor consistente prestaties en versterken de reputatie van uw merk.
OEM/ODM-aanpassingsopties
Changzhou Inwelt biedt uitgebreide OEM- en ODM-diensten, waaronder merklogo's, aangepaste kabellengtes (3 m, 4 m, 5 m) en op maat gemaakte verpakkingen. Ons R&D-team werkt samen met distributeurs om aan specifieke markteisen te voldoen en zo concurrentiedifferentiatie te garanderen.
Uitgebreide ondersteuning en voorbeelden
Wij leveren proeftoortsen om te testen, tegen een redelijke vergoeding op basis van onderhandeling. Ons wereldwijde technische ondersteuningsteam helpt bij de installatie, probleemoplossing en aftermarket-behoeften, waardoor een naadloze ervaring voor uw klanten wordt gegarandeerd.
Marketing- en merkvoordelen
Distributeurs profiteren van speciale kortingen en marketingbescherming. Onze nauwkeurig vervaardigde labels en logo's zijn ontworpen om zware werkplaatsomstandigheden te doorstaan, waardoor de merkzichtbaarheid en professionaliteit worden vergroot.
Toepassingen en industrieën
De TW300 MIG-lastoorts is ideaal voor een verscheidenheid aan toepassingen, waaronder:
-
Autoreparatie en carrosseriewerk
-
Metaalproductie en constructie
-
Reparatieprojecten voor boerderijen en huizen
-
Onderhoud van zware machines
Het vermogen om diverse materialen te lassen met minimaal verdampingsverlies maakt het geschikt voor zowel industriële als commerciële projecten en biedt hoogwaardige lassen met uitstekende verbindingsintegriteit.
Onze Catalogus:
 INWELT MIG-LASTORCH.pdf
INWELT MIG-LASTORCH.pdf
Veelgestelde vragen:
Vraag 1: Kan ik een monster krijgen om te testen?
A: Ja, we bieden monsters aan om te testen, redelijkerwijs in rekening gebracht op basis van onderhandeling. Neem contact met ons op om uw monsterbestelling te regelen.
Vraag 2: Ondersteunt de TW300 maatwerk?
EEN: Absoluut! Wij bieden OEM/ODM-diensten, waaronder logo-branding, aangepaste kabellengtes en op maat gemaakte verpakkingen om aan te sluiten bij de behoeften van uw merk.
Vraag 3: Wat zijn de voordelen van distributeur zijn?
A: We bieden speciale kortingen, marketingbescherming en technische ondersteuning voor installatie- en aftermarket-services, zodat uw bedrijf floreert.
Vraag 4: Hoe kunt u de kwaliteit van producten controleren?
A: Ja, we hebben technici klaar staan om klanten te helpen met technische ondersteuningsproblemen, eventuele problemen die zich kunnen voordoen tijdens het offerte- of installatieproces, evenals aftermarket-ondersteuning.
Vraag 5: Kunnen we artikelen in een volle container mengen?
EEN: Ja. Wij verzenden onze producten in bulk, meestal 40 Feet High Cube Containers, maar 20 voet containers zijn ook acceptabel.
Vraag 6: Kan ik vóór de bestelling uw fabriek bezoeken?
A: Natuurlijk, verwelkom uw bezoek aan onze fabriek.
Waarom samenwerken met Changzhou Inwelt?
Changzhou Inwelt Welding Technology Co., Ltd. is een toonaangevende fabrikant van CE- en ISO-gecertificeerde lastoortsen, gespecialiseerd in het bedienen van middelgrote tot grote groothandelaren en internationale merken. Wij bieden snelle productie, wereldwijde verzending en gratis opslagoplossingen. Onze ultramoderne faciliteit zorgt voor precisieproductie, terwijl onze maatwerkdiensten ervoor zorgen dat uw merk zich onderscheidt op de concurrerende lasmarkt.
Neem vandaag nog contact met ons op om een monster aan te vragen, de OEM/ODM-opties te bespreken of de mogelijkheden voor bulkbestellingen te verkennen. Laat Inwelt uw distributiebedrijf versterken met hoogwaardige lasoplossingen!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių