TW300 Зварачная гарэлка MIG з газавым астуджэннем - ідэальна падыходзіць для дыстрыб'ютараў
ад Зварачная гарэлка MIG з газавым астуджэннем TW300 Changzhou Inwelt - гэта першакласная гарэлка MIG з паветраным астуджэннем серыі Tweco, магутнасцю 300 ампер і працоўным цыклам 60%. Распрацаваны для прафесійных зваршчыкаў, ён мае эрганамічную ручку з блакаваннем, зручны кут спускавога кручка і матэрыялы з высокай ударатрываласцю для найвышэйшай трываласці. Гэтая факел ідэальна падыходзіць для дыстрыб'ютараў, якія шукаюць надзейныя, высакаякасныя зварачныя рашэнні для прамысловага прымянення, напрыклад, для рамонту аўтамабіляў, вытворчасці металу і цяжкага тэхнічнага абслугоўвання.
Дзякуючы канструкцыі з верхняй загрузкай і сумяшчальнасці з расходнымі матэрыяламі Tweco і Lincoln, TW300 забяспечвае хуткае абслугоўванне і ўніверсальнасць, што робіць яго лепшым выбарам для буйных дыстрыб'ютараў, якія жадаюць палепшыць свае прапановы прадукцыі.
Асноўныя характарыстыкі зварачнай гарэлкі TW300 MIG
Эрганамічны дызайн для камфорту зваршчыка
TW300 мае нескользящую гумовую і нейлонавую ручку для аптымальнага захопу і кантролю, зніжаючы стомленасць зваршчыка падчас працяглага выкарыстання. Яго эрганамічная канструкцыя курка павышае дакладнасць і камфорт, ідэальна падыходзіць для складаных зварачных задач.
Сістэма кантактных наканечнікаў з верхняй загрузкай
Канструкцыя факела з верхняй загрузкай дазваляе хутка і лёгка замяняць кантактныя наканечнікі, мінімізуючы час прастою і павышаючы прадукцыйнасць. Сістэма фіксацыі канічнага кантактнага наканечніка забяспечвае надзейную пасадку, пазбаўляючы ад аслабленых наканечнікаў і зварных дэфектаў.
Высокая трываласць у суровых умовах
TW300, выраблены з матэрыялаў прэміум-класа, такіх як злучэнні з чыстай медзі і бескіслародныя звышгнуткія монакабелі, распрацаваны для даўгавечнасці. Яе бясшвовая, патоўшчаная канструкцыя сопла вытрымлівае цяжкія ўмовы зваркі, зніжаючы выдаткі на замену.
Шырокая сумяшчальнасць матэрыялаў
TW300 вылучаецца ў зварцы сталі, нержавеючай сталі, алюмінія і медных сплаваў з мінімальным акісленнем, прапаноўваючы эканамічна эфектыўную альтэрнатыву зварцы TIG. Ён падтрымлівае памеры правадоў ад 0,8 мм да 1,2 мм, што забяспечвае ўніверсальнасць у розных сферах прымянення.
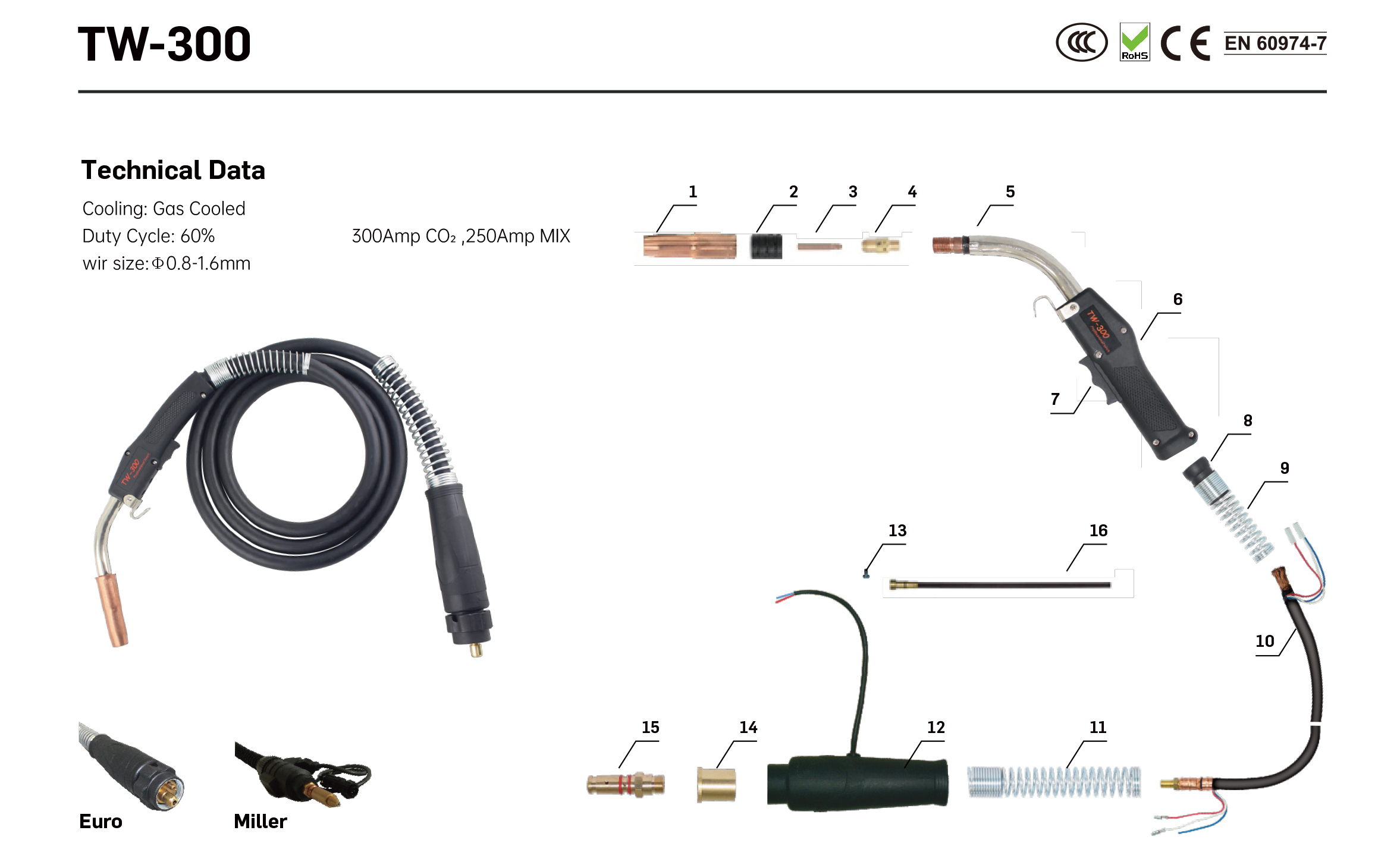
Тэхнічныя дадзеныя:
| Астуджэнне |
Газавае астуджэнне |
памер дроту |
Φ0,8-1,6 мм |
| Пошліна 60% DC |
300 А CO2, 250 А МІКС |
Пакет |
Сумка OPP + 1 камплект/скрынка |
| Выключальнікі |
Халасты |
Даўжыня |
3м/4м/5м |
| Сертыфікат |
CE і RoHS |
Газавая фарсунка |
Φ16 мм |
| Пазіцыя |
Код |
спасылка |
Апісанне |
| 1 |
UDT0602 |
24А-62 |
Газавая фарсункаΦ16 |
| 2 |
IJDL0697 |
34А |
Ізалятар |
| 3 |
IJDV0019-12 |
14-45 |
Кантактны наканечнік 0,045' |
| 4 |
IJDG0081 |
54А |
Дыфузар |
| 5 |
IJDA0605-01 |
63J-45 |
Правадніковая трубка 45° |
| 6 |
IJDW0703 |
83 |
Ручка MIG з шрубай |
| 7 |
IJIR0074 |
|
Камплект курка |
| 8 |
IJIK0798 |
|
СОЕДИНЕНИЕ ДЛЯ TW1-4 |
| 9 |
IJGU0801-01 |
|
Спружына для апоры кабеля/Zin/TW |
| 10 |
IJD000911 |
|
Кабельная зборка/3M |
| 11 |
IJGU0835 |
|
Спружына для апоры кабеля/Сіня-белае ацынкаванне |
| 12 |
IJIK0883 |
|
Задняя скрынка з замыкаючым кольцам |
| 13 |
IJGU0074 |
EA0018 |
Шруба М4х6 |
| 14 |
IJAI7062 |
|
Адаптар Continental / Miller M10X1 |
| 15 |
IJU00003 |
|
Злучальны адаптар TW1-4 |
| 16 |
IJJD0078-06 |
|
Сталёвы ўкладыш 11' 0,030'-0,035' |
| Поўны факел |
|
IJDU5811 |
310-3545 |
Факел TW3 3 м |
|
IJDU5817 |
312-3545 |
Факел TW3 4 м |
|
IJDU5818 |
315-3545 |
Факел Tw3 4,6 м |
|
IJDU5826 |
X310-3545 |
Адаптар TW3 Torch 3m еўра |
|
IJDU5822 |
X312-3545 |
Адаптар TW3 Torch 4m еўра |
|
IJDU5823 |
|
Адаптар TW3 Torch 4,6 м еўра |
|
IJDU5824 |
М310-3545 |
Адаптар Miller Tw3 Torch 3m |
|
IJDU5825 |
М312-3545 |
Адаптар Miller Tw3 Torch 4m |
|
IJDU5831 |
М315-3545 |
Адаптар Miller Tw3 Torch 4,6 м |
Перавагі для дыстрыб'ютараў
Эканамічны і надзейны
Трывалая канструкцыя TW300 і нізкія патрэбы ў абслугоўванні памяншаюць частату замены, забяспечваючы доўгатэрміновую каштоўнасць для вашых кліентаў. Яго высакаякасныя матэрыялы забяспечваюць стабільную працу, паляпшаючы рэпутацыю вашага брэнда.
Параметры налады OEM/ODM
Changzhou Inwelt прапануе шырокі спектр паслуг OEM і ODM, уключаючы фірмовыя лагатыпы, нестандартную даўжыню кабеля (3 м, 4 м, 5 м) і спецыялізаваную ўпакоўку. Наша каманда даследаванняў і распрацовак супрацоўнічае з дыстрыб'ютарамі для задавальнення канкрэтных патрабаванняў рынку, забяспечваючы канкурэнтную дыферэнцыяцыю.
Комплексная падтрымка і ўзоры
Мы прапануем узоры факелаў для тэставання, якія аплачваюцца разумна на аснове перамоў. Наша глабальная служба тэхнічнай падтрымкі дапамагае ва ўсталёўцы, ліквідацыі непаладак і абслугоўванні пасляпродажнага абслугоўвання, забяспечваючы бясшвоўны вопыт для вашых кліентаў.
Перавагі маркетынгу і брэндынгу
Дыстрыб'ютары атрымліваюць выгаду ад спецыяльных скідак і маркетынгавай абароны. Нашы дакладна створаныя этыкеткі і лагатыпы распрацаваны, каб вытрымаць суровыя ўмовы майстэрні, павышаючы прыкметнасць брэнда і прафесіяналізм.
Прыкладанні і галіны
Зварачная гарэлка TW300 MIG ідэальна падыходзіць для розных прымянення, у тым ліку:
-
Рамонт і кузаў аўтамабіляў
-
Металавытворчасць і канструкцыя
-
Праекты рамонту дамоў і ферм
-
Абслугоўванне цяжкай тэхнікі
Яго здольнасць зварваць розныя матэрыялы з мінімальнымі стратамі ад выпарэння робіць яго прыдатным як для прамысловых, так і для камерцыйных праектаў, прапаноўваючы высакаякасныя зварныя швы з выдатнай цэласнасцю злучэнняў.
Наш каталог:
 Зварачная гарэлка INWELT MIG.pdf
Зварачная гарэлка INWELT MIG.pdf
FAQ:
Q1: Ці магу я атрымаць узор для тэставання?
A: Так, мы прапануем узоры для тэсціравання, якія бяруць разумную плату на аснове перамоў. Звяжыцеся з намі, каб арганізаваць заказ вашага ўзору.
Q2: Ці падтрымлівае TW300 наладжванне?
A: Безумоўна! Мы прапануем паслугі OEM/ODM, уключаючы брэндаванне лагатыпа, нестандартную даўжыню кабеля і спецыялізаваную ўпакоўку ў адпаведнасці з патрэбамі вашага брэнда.
Q3: Якія перавагі дыстрыбутара?
A: Мы прапануем спецыяльныя зніжкі, маркетынгавую абарону і тэхнічную падтрымку для ўстаноўкі і пасляпродажнага абслугоўвання, гарантуючы поспех вашага бізнесу.
Q4: Як вы можаце кантраляваць якасць прадукцыі?
A: Так, у нас ёсць інжынеры, гатовыя дапамагчы кліентам з праблемамі тэхнічнай падтрымкі, любымі праблемамі, якія могуць узнікнуць у працэсе расцэнкі або ўсталёўкі, а таксама пасляпродажнай падтрымкі.
Q5: Ці можна змешваць прадметы ў поўным кантэйнеры?
A: Так. Мы адпраўляем нашу прадукцыю оптам, звычайна гэта кубічныя кантэйнеры вышынёй 40 футаў, але таксама прымальныя 20-футавыя кантэйнеры.
Q6: Ці магу я наведаць ваш завод перад замовай?
A: Вядома, вітаем ваш візіт на наш завод.
Навошта партнёрства з Changzhou Inwelt?
Кампанія Changzhou Inwelt Welding Technology Co., Ltd. з'яўляецца вядучым вытворцам зварачных гарэлак, сертыфікаваных CE і ISO, якая спецыялізуецца на абслугоўванні сярэдніх і буйных аптавікоў і міжнародных брэндаў. Мы прапануем хуткую вытворчасць, глабальную дастаўку і бясплатныя рашэнні для складзіравання. Наша сучаснае абсталяванне забяспечвае высокую дакладнасць вытворчасці, а нашы паслугі па наладцы дапамагаюць вашаму брэнду вылучыцца на канкурэнтным рынку зваркі.
Звяжыцеся з намі сёння , каб запытаць узор, абмеркаваць варыянты OEM/ODM або вывучыць магчымасці аптовых заказаў. Дазвольце Inwelt пашырыць магчымасці вашага дыстрыбутарскага бізнесу з дапамогай першакласных зварачных рашэнняў!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių