TW300 plinsko hlajen MIG varilni gorilnik – idealen za distributerje
proizvajalca Plinsko hlajeni varilni gorilnik MIG TW300 Changzhou Inwelt je vrhunska zračno hlajena pištola MIG serije Tweco z nazivno močjo 300 amperov in 60-odstotnim delovnim ciklom. Zasnovan za profesionalne varilce, ima ergonomski prepleten ročaj, udoben kot sprožitve in materiale, odporne na udarce, za vrhunsko vzdržljivost. Ta gorilnik je popoln za distributerje, ki iščejo zanesljive, visokokakovostne varilne rešitve za industrijske aplikacije, kot so popravila avtomobilov, izdelava kovin in težko vzdrževanje.
S svojo zasnovo z zgornjim polnjenjem in združljivostjo s potrošnim materialom Tweco in Lincoln TW300 zagotavlja hitro vzdrževanje in vsestranskost, zaradi česar je najboljša izbira za velike distributerje, ki želijo izboljšati svojo ponudbo izdelkov.
Ključne značilnosti varilnega gorilnika TW300 MIG
Ergonomska oblika za udobje varilcev
TW300 ima nedrseč ročaj iz gume in najlona za optimalen oprijem in nadzor, kar zmanjšuje utrujenost varilca med dolgotrajno uporabo. Njegov ergonomski dizajn sprožilca povečuje natančnost in udobje, kar je idealno za zahtevna varilna opravila.
Sistem kontaktnih konic z zgornjim polnjenjem
Zasnova gorilnika z zgornjim nalaganjem omogoča hitro in enostavno zamenjavo kontaktnih konic, s čimer zmanjša čas izpadov in poveča produktivnost. Stožčast sistem zaklepanja kontaktnih konic zagotavlja varno prileganje, odpravlja ohlapne konice in napake pri varjenju.
Visoka vzdržljivost v težkih okoljih
TW300, izdelan iz vrhunskih materialov, kot so čisti bakreni spoji in super-fleksibilni mono kabli brez kisika, je zasnovan za dolgo življenjsko dobo. Njegova brezšivna zasnova z odebeljeno šobo vzdrži težke pogoje varjenja, kar zmanjša stroške zamenjave.
Široka združljivost materialov
TW300 je odličen pri varjenju jekla, nerjavnega jekla, aluminija in bakrovih zlitin z minimalno oksidacijo in ponuja stroškovno učinkovito alternativo TIG varjenju. Podpira velikosti žice od 0,8 mm do 1,2 mm, kar zagotavlja vsestranskost v različnih aplikacijah.
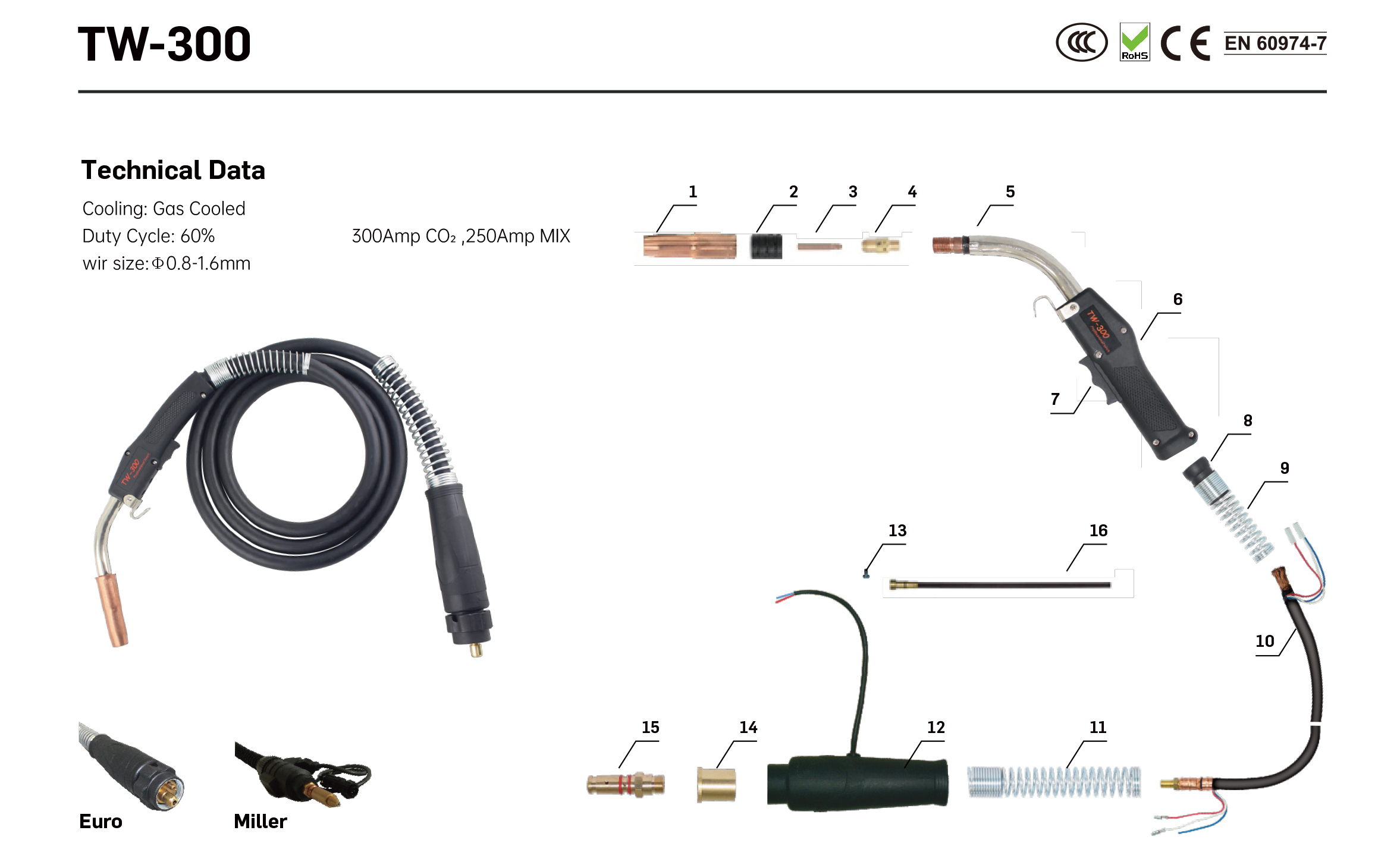
Tehnični podatki:
| Hlajenje |
Plinsko hlajeno |
velikost žice |
Φ0,8-1,6 mm |
| Obremenitev 60 % DC |
300Amp CO2, 250Amp MIX |
Paket |
OPP vrečka + 1 komplet/škatla |
| Stikala |
Samski |
Dolžina |
3m/4m/5m |
| Certifikat |
CE in Rohs |
Plinska šoba |
Φ16 mm |
| Položaj |
Koda |
Ref. |
Opis |
| 1 |
UDT0602 |
24A-62 |
Plinska šobaΦ16 |
| 2 |
IJDL0697 |
34A |
Izolator |
| 3 |
IJDV0019-12 |
14-45 |
Kontaktna konica 0,045' |
| 4 |
IJDG0081 |
54A |
Difuzor |
| 5 |
IJDA0605-01 |
63J-45 |
Vodilna cev 45° |
| 6 |
IJDW0703 |
83 |
MIG ročaj z vijakom |
| 7 |
IJIR0074 |
|
Komplet sprožilcev |
| 8 |
IJIK0798 |
|
SPOJ ZA TW1-4 |
| 9 |
IJGU0801-01 |
|
Vzmet za nosilec kabla/Zin/TW |
| 10 |
IJD000911 |
|
Sklop kabla/3M |
| 11 |
IJGU0835 |
|
Vzmet za nosilec kabla/Modro in belo pocinkano |
| 12 |
IJIK0883 |
|
Hrbtna škatla z zapiralnim obročem |
| 13 |
IJGU0074 |
EA0018 |
Vijak M4x6 |
| 14 |
IJAI7062 |
|
Adapter Continental / Miller M10X1 |
| 15 |
IJU00003 |
|
Priključni adapter TW1-4 |
| 16 |
IJJD0078-06 |
|
Jeklena obloga 11' 0,030'-0,035' |
| Popolna svetilka |
|
IJDU5811 |
310-3545 |
TW3 svetilka 3m |
|
IJDU5817 |
312-3545 |
TW3 svetilka 4m |
|
IJDU5818 |
315-3545 |
Tw3 svetilka 4,6 m |
|
IJDU5826 |
X310-3545 |
TW3 Torch 3m euro adapter |
|
IJDU5822 |
X312-3545 |
Adapter za svetilko TW3 4m EUR |
|
IJDU5823 |
|
Adapter za svetilko TW3 4,6 milijona evrov |
|
IJDU5824 |
M310-3545 |
Tw3 Torch 3m Miller adapter |
|
IJDU5825 |
M312-3545 |
Tw3 Torch 4m Miller adapter |
|
IJDU5831 |
M315-3545 |
Tw3 Torch 4,6 m Miller adapter |
Prednosti za distributerje
Stroškovno učinkovito in zanesljivo
Vzdržljiva konstrukcija TW300 in nizke potrebe po vzdrževanju zmanjšajo pogostost zamenjave, kar zagotavlja dolgoročno vrednost za vaše stranke. Njegovi visokokakovostni materiali zagotavljajo dosledno delovanje in povečujejo ugled vaše blagovne znamke.
Možnosti prilagajanja OEM/ODM
Changzhou Inwelt ponuja obsežne storitve OEM in ODM, vključno z logotipi blagovnih znamk, dolžinami kablov po meri (3 m, 4 m, 5 m) in prilagojeno embalažo. Naša skupina za raziskave in razvoj sodeluje z distributerji, da bi izpolnila posebne zahteve trga in tako zagotovila konkurenčno razlikovanje.
Celovita podpora in vzorci
Nudimo vzorčne bakle za testiranje, ki jih razumno zaračunamo na podlagi pogajanj. Naša globalna ekipa za tehnično podporo pomaga pri namestitvi, odpravljanju težav in poprodajnih potrebah, kar zagotavlja brezhibno izkušnjo za vaše stranke.
Prednosti trženja in blagovne znamke
Distributerji so deležni posebnih popustov in marketinške zaščite. Naše natančno izdelane nalepke in logotipi so zasnovani tako, da prenesejo težke pogoje v delavnici, kar povečuje prepoznavnost blagovne znamke in profesionalnost.
Aplikacije in industrije
Varilni gorilnik TW300 MIG je idealen za različne aplikacije, vključno z:
-
Avtomobilska popravila in karoserija
-
Kovinska izdelava in konstrukcija
-
Projekti popravila kmetij in domov
-
Vzdrževanje težkih strojev
Zaradi svoje zmožnosti varjenja različnih materialov z minimalno izgubo zaradi izhlapevanja je primeren tako za industrijske kot komercialne projekte, saj ponuja visokokakovostne zvare z odlično celovitostjo spoja.
Naš katalog:
 VARILNI GORILNIK INWELT MIG.pdf
VARILNI GORILNIK INWELT MIG.pdf
pogosta vprašanja:
V1: Ali lahko dobim vzorec za testiranje?
O: Da, ponujamo vzorce za testiranje, ki se razumno zaračunajo na podlagi pogajanj. Pišite nam, da se dogovorimo za naročilo vzorca.
V2: Ali TW300 podpira prilagajanje?
A: Vsekakor! Ponujamo storitve OEM/ODM, vključno z blagovno znamko logotipa, dolžino kablov po meri in prilagojeno embalažo, ki ustreza potrebam vaše blagovne znamke.
V3: Kakšne so prednosti distributerja?
O: Ponujamo posebne popuste, marketinško zaščito in tehnično podporo za namestitev in poprodajne storitve, s čimer zagotavljamo, da vaše podjetje uspeva.
V4: Kako lahko nadzorujete kakovost izdelkov?
O: Da, imamo inženirje, ki so pripravljeni pomagati strankam pri težavah s tehnično podporo, morebitnih težavah, ki se lahko pojavijo med ponudbo ali postopkom namestitve, kot tudi pri poprodajni podpori.
V5: Ali lahko mešamo predmete v polni posodi?
O: Da. Naše izdelke pošiljamo v razsutem stanju, običajno 40 čevljev visoke kocke, vendar so sprejemljivi tudi 20 čevljev veliki zabojniki.
V6: Ali lahko pred naročilom obiščem vašo tovarno?
O: Seveda, pozdravljamo vaš obisk naše tovarne.
Zakaj partnerstvo s Changzhou Inwelt?
Changzhou Inwelt Welding Technology Co., Ltd. je vodilni proizvajalec varilnih gorilnikov s certifikatom CE in ISO, specializirano za srednje do velike veletrgovce in mednarodne blagovne znamke. Ponujamo rešitve za hitro proizvodnjo, globalno dostavo in brezplačno skladiščenje. Naš najsodobnejši obrat zagotavlja natančno proizvodnjo, medtem ko naše storitve prilagajanja vaši blagovni znamki pomagajo izstopati na konkurenčnem trgu varjenja.
Pišite nam še danes , da zahtevate vzorec, razpravljate o možnostih OEM/ODM ali raziščete možnosti naročanja v velikem obsegu. Naj Inwelt okrepi vaše distribucijsko podjetje z vrhunskimi rešitvami za varjenje!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių