TW300 gázhűtéses MIG hegesztőpisztoly - Ideális forgalmazóknak
A Changzhou Inwelt TW300 gázhűtéses MIG hegesztőpisztolya egy prémium Tweco sorozatú léghűtéses MIG pisztoly, 300 amper névleges teljesítményű, 60%-os kitöltési ciklussal. Professzionális hegesztők számára készült, ergonomikus reteszelő fogantyúval, kényelmes kioldószöggel és nagy ütésálló anyagokkal rendelkezik a kiváló tartósság érdekében. Ez a pisztoly tökéletes azoknak a forgalmazóknak, akik megbízható, kiváló minőségű hegesztési megoldásokat keresnek olyan ipari alkalmazásokhoz, mint az autójavítás, a fémgyártás és a nehéz karbantartás.
Felültöltős kialakításának, valamint a Tweco és Lincoln fogyóeszközökkel való kompatibilitásának köszönhetően a TW300 gyors karbantartást és sokoldalúságot biztosít, így kiváló választás a nagyméretű forgalmazók számára, akik bővíteni szeretnék termékkínálatukat.
A TW300 MIG hegesztőpisztoly főbb jellemzői
Ergonomikus kialakítás a hegesztők kényelméért
A TW300 csúszásmentes, gumi és nejlon fogantyúval rendelkezik az optimális fogás és irányítás érdekében, csökkentve a hegesztő fáradtságát a hosszabb használat során. Ergonómikus kioldó kialakítása növeli a pontosságot és a kényelmet, ideális az igényes hegesztési feladatokhoz.
Felülről tölthető érintkezőcsúcs rendszer
A fáklya felültöltős kialakítása lehetővé teszi az érintkezőhegyek gyors és egyszerű cseréjét, minimalizálva az állásidőt és növelve a termelékenységet. A kúpos érintkezőcsúcs-reteszelő rendszer biztosítja a biztonságos illeszkedést, kiküszöbölve a laza hegyeket és a hegesztési hibákat.
Nagy tartósság zord környezetben
A prémium anyagokból, például tisztaréz kötésekből és oxigénmentes, szuperrugalmas monokábelekből készült TW300-at a hosszú élettartamra tervezték. Varratmentes, vastagított fúvóka kialakítása ellenáll a kemény hegesztési körülményeknek, csökkentve a csereköltségeket.
Széles anyagkompatibilitás
A TW300 acél, rozsdamentes acél, alumínium és rézötvözetek minimális oxidációval történő hegesztésében jeleskedik, így költséghatékony alternatívát kínál a TIG-hegesztéssel szemben. Támogatja a 0,8 mm és 1,2 mm közötti vezetékméreteket, biztosítva a sokoldalúságot az alkalmazások között.
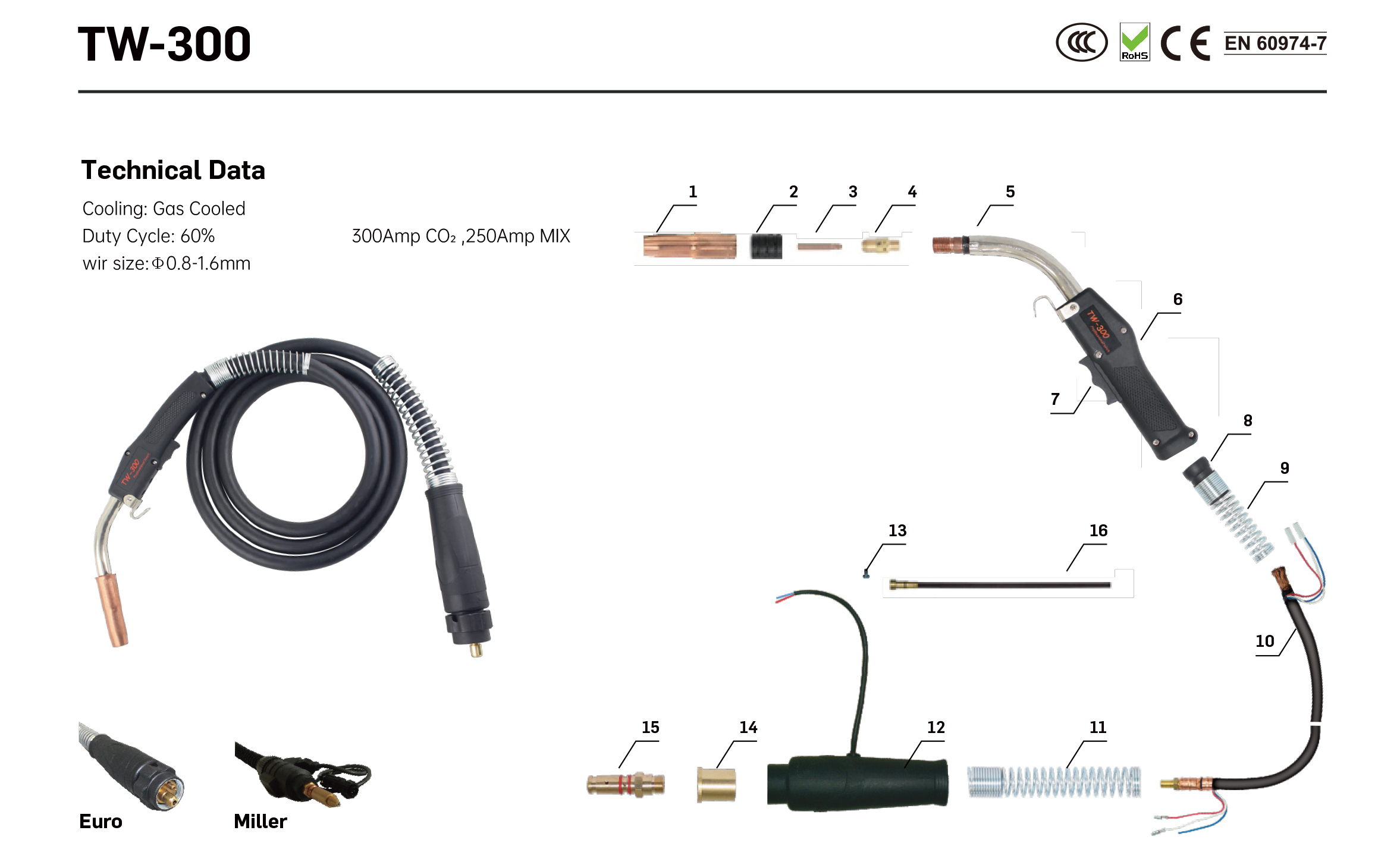
Műszaki adatok:
| Hűtés |
Gázhűtéses |
vezeték mérete |
Φ0,8-1,6 mm |
| Vám 60% DC |
300 Amp CO2, 250 Amp MIX |
Csomag |
OPP táska + 1 készlet/doboz |
| Kapcsolók |
Egyetlen |
Hossz |
3m/4m/5m |
| Bizonyítvány |
CE és Rohs |
Gázfúvóka |
Φ16 mm |
| Pozíció |
Kód |
Ref. |
Leírás |
| 1 |
UDT0602 |
24A-62 |
GázfúvókaΦ16 |
| 2 |
IJDL0697 |
34A |
Szigetelő |
| 3 |
IJDV0019-12 |
14-45 |
Érintkezési tipp 0,045' |
| 4 |
IJDG0081 |
54A |
Diffúzor |
| 5 |
IJDA0605-01 |
63J-45 |
Vezetőcső 45° |
| 6 |
IJDW0703 |
83 |
MIG fogantyú csavarral |
| 7 |
IJIR0074 |
|
Kioldó készlet |
| 8 |
IJIK0798 |
|
CSATLAKOZÁS A TW1-4HEZ |
| 9 |
IJGU0801-01 |
|
Rugó a kábeltartóhoz/Zin/TW |
| 10 |
IJD000911 |
|
Kábelszerelés/3M |
| 11 |
IJGU0835 |
|
Rugó a kábeltartóhoz/kék-fehér horganyzás |
| 12 |
IJIK0883 |
|
Hátsó doboz zárógyűrűvel |
| 13 |
IJGU0074 |
EA0018 |
M4x6 csavar |
| 14 |
IJAI7062 |
|
Continental adapter / Miller M10X1 |
| 15 |
IJU00003 |
|
Csatlakozó adapter TW1-4 |
| 16 |
IJJD0078-06 |
|
Acél bélés 11' 0,030'-0,035' |
| Komplett zseblámpa |
|
IJDU5811 |
310-3545 |
TW3 zseblámpa 3m |
|
IJDU5817 |
312-3545 |
TW3 zseblámpa 4m |
|
IJDU5818 |
315-3545 |
Tw3 zseblámpa 4,6 m |
|
IJDU5826 |
X310-3545 |
TW3 zseblámpa 3m euro adapter |
|
IJDU5822 |
X312-3545 |
TW3 zseblámpa 4m euro adapter |
|
IJDU5823 |
|
TW3 zseblámpa 4,6 m eurós adapter |
|
IJDU5824 |
M310-3545 |
Tw3 zseblámpa 3m maró adapter |
|
IJDU5825 |
M312-3545 |
Tw3 zseblámpa 4m maró adapter |
|
IJDU5831 |
M315-3545 |
Tw3 zseblámpa 4,6 m-es maró adapter |
Előnyök a forgalmazóknak
Költséghatékony és megbízható
A TW300 tartós felépítése és alacsony karbantartási igénye csökkenti a csere gyakoriságát, így hosszú távú értéket biztosít ügyfelei számára. Kiváló minőségű anyagai egyenletes teljesítményt biztosítanak, javítva ezzel a márka hírnevét.
OEM/ODM testreszabási lehetőségek
A Changzhou Inwelt kiterjedt OEM és ODM szolgáltatásokat kínál, beleértve a márkás logókat, egyedi kábelhosszakat (3 m, 4 m, 5 m) és testreszabott csomagolást. K+F csapatunk együttműködik a forgalmazókkal, hogy megfeleljen a konkrét piaci igényeknek, biztosítva a versenyképes megkülönböztetést.
Átfogó támogatás és minták
Tesztelésre mintalámpákat biztosítunk, ésszerű díjazással, egyeztetés alapján. Globális műszaki támogatási csapatunk segítséget nyújt a telepítéshez, a hibaelhárításhoz és az utángyártott igényekhez, biztosítva ügyfelei számára a zökkenőmentes élményt.
Marketing és márkaépítés előnyei
A forgalmazók különleges kedvezményekben és marketingvédelemben részesülnek. Precíziós kialakítású címkéink és logóink úgy lettek kialakítva, hogy ellenálljanak a kemény műhelyi körülményeknek, növelve a márka láthatóságát és professzionalizmusát.
Alkalmazások és iparágak
A TW300 MIG hegesztőpisztoly ideális különféle alkalmazásokhoz, beleértve:
-
Autójavítás és karosszéria
-
Fémgyártás és kivitelezés
-
Farm és otthon javítási projektek
-
Nehézgépek karbantartása
Különféle anyagok minimális párolgási veszteséggel történő hegesztésére való képessége alkalmassá teszi mind az ipari, mind a kereskedelmi projektekre, kiváló minőségű hegesztési varratokat kínálva kiváló kötésintegritással.
Katalógusunk:
 INWELT MIG HEGESZTŐ LÁMPA.pdf
INWELT MIG HEGESZTŐ LÁMPA.pdf
GYIK:
Q1: Kaphatok egy mintát a teszteléshez?
V: Igen, mintákat kínálunk tesztelésre, ésszerű díjazással, tárgyalás alapján. Vegye fel velünk a kapcsolatot a mintarendelés megszervezéséhez.
2. kérdés: A TW300 támogatja a testreszabást?
V: Abszolút! OEM/ODM szolgáltatásokat nyújtunk, beleértve a márkajelzést, az egyedi kábelhosszakat és a márka igényeihez igazodó, személyre szabott csomagolást.
3. kérdés: Milyen előnyökkel jár a forgalmazói munka?
V: Különleges kedvezményeket, marketing védelmet és műszaki támogatást kínálunk a telepítéshez és az utángyártott szolgáltatásokhoz, biztosítva ezzel az Ön vállalkozásának virágzását.
Q4: Hogyan ellenőrizheti a termékek minőségét?
V: Igen, vannak mérnökeink, akik készen állnak arra, hogy segítsenek ügyfeleinknek a műszaki támogatási problémákkal, az ajánlattételi vagy telepítési folyamat során felmerülő problémákkal, valamint az utángyártott támogatással.
5. kérdés: Keverhetünk-e elemeket a teljes tartályban?
V: Igen. Termékeinket ömlesztve szállítjuk, általában 40 láb magas kockakonténerben, de 20 lábos konténerek is elfogadhatók.
6. kérdés: Meglátogathatom a gyárát a megrendelés előtt?
V: Persze, üdvözöljük látogatását gyárunkban.
Miért partner a Changzhou Inwelttel?
A Changzhou Inwelt Welding Technology Co., Ltd. a CE- és ISO-tanúsítvánnyal rendelkező hegesztőpisztolyok vezető gyártója, amely közepes és nagy nagykereskedők és nemzetközi márkák kiszolgálására szakosodott. Gyors gyártást, globális szállítást és ingyenes raktározási megoldásokat kínálunk. Korszerű létesítményünk biztosítja a precíziós gyártást, míg testreszabási szolgáltatásaink segítenek abban, hogy márkája kiemelkedjen a hegesztési versenypiacon.
Vegye fel velünk a kapcsolatot még ma, ha mintát szeretne kérni, megvitatja az OEM/ODM opciókat, vagy fedezze fel a tömeges rendelési lehetőségeket. Engedje meg, hogy az Inwelt csúcskategóriás hegesztési megoldásokkal erősítse meg elosztó üzletét!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių