常州 Inwelt 的TW300 气冷式 MIG 焊枪 是一款优质 Tweco 系列风冷式 MIG 焊枪,额定电流为 300 安培,占空比为 60%。它专为专业焊工设计,具有符合人体工程学的互锁手柄、舒适的扳机角度和高耐冲击材料,具有卓越的耐用性。该焊枪非常适合为汽车维修、金属制造和重型维护等工业应用寻求可靠、高质量焊接解决方案的分销商。
凭借其顶部装载设计以及与 Tweco 和 Lincoln 耗材的兼容性,TW300 可确保快速维护和多功能性,使其成为寻求增强产品供应的大型分销商的首选。
TW300 具有防滑橡胶和尼龙手柄,可实现最佳抓握和控制,减少焊工在长时间使用过程中的疲劳。其符合人体工程学的扳机设计提高了精度和舒适度,非常适合要求苛刻的焊接任务。
割炬的顶部装载设计可以快速轻松地更换导电嘴,从而最大限度地减少停机时间并提高生产率。锥形导电嘴锁定系统确保牢固配合,消除松动的导电嘴和焊接缺陷。
TW300 采用纯铜接头和无氧超柔单声道电缆等优质材料制成,专为延长使用寿命而设计。其无缝加厚喷嘴设计可承受恶劣的焊接条件,降低更换成本。
TW300 擅长焊接钢、不锈钢、铝和铜合金,且氧化程度最低,为 TIG 焊接提供了经济高效的替代方案。它支持 0.8 毫米至 1.2 毫米的电线尺寸,确保跨应用的多功能性。
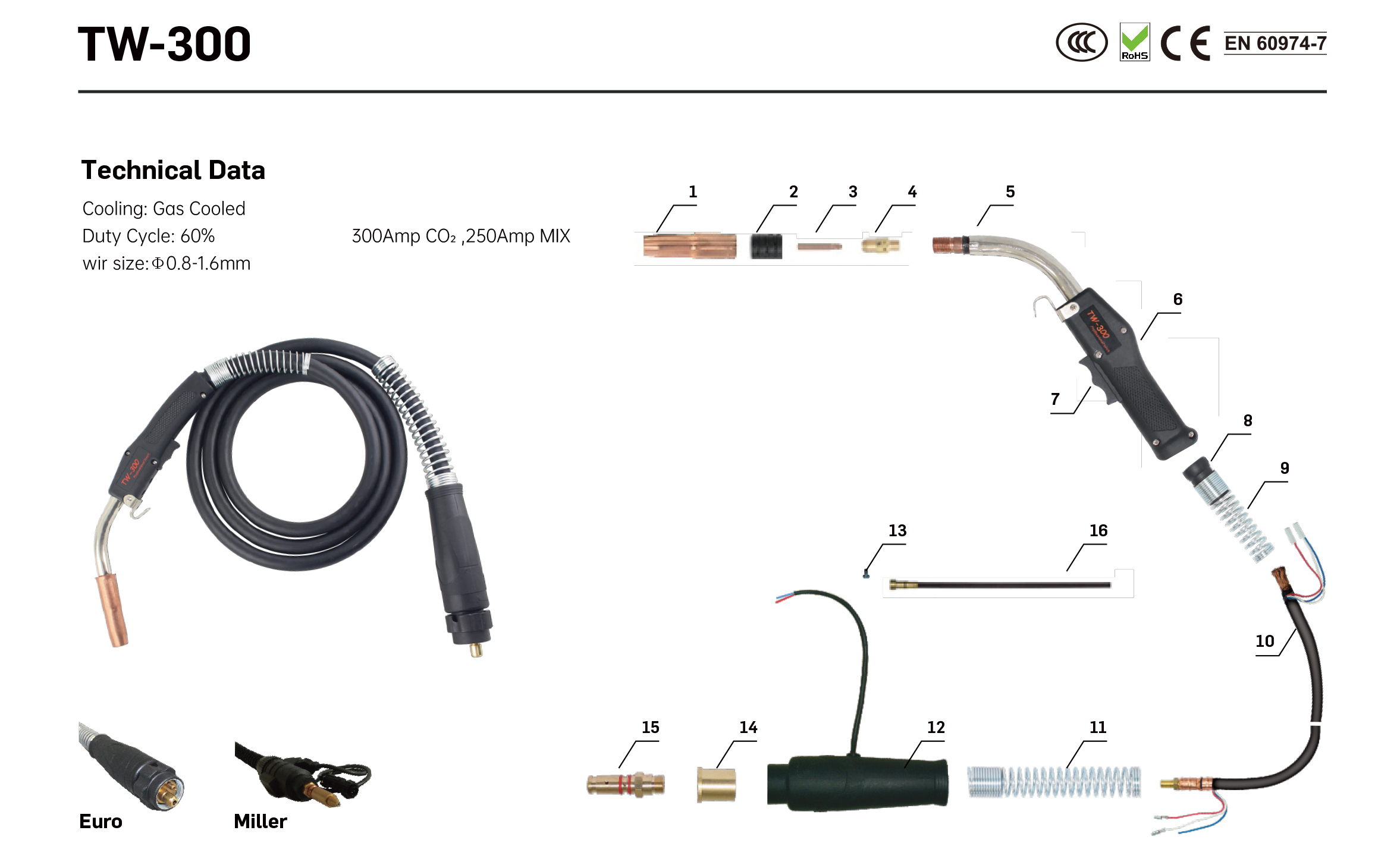
| 冷却 | 气冷式 | 电线尺寸 | Φ0.8-1.6mm |
| 占空比 60% 直流 | 300Amp CO2,250Amp 混合 | 包裹 | OPP袋+1套/盒 |
| 开关 | 单身的 | 长度 | 3m/4m/5m |
| 证书 | CE 和 Rohs | 气体喷嘴 | Φ16毫米 |
| 位置 | 代码 | 参考号 | 描述 |
| 1 | UDT0602 | 24A-62 | 气嘴Φ16 |
| 2 | IJDL0697 | 34A | 绝缘子 |
| 3 | IJDV0019-12 | 14-45 | 导电嘴 0.045' |
| 4 | IJDG0081 | 54A | 扩散器 |
| 5 | IJDA0605-01 | 63J-45 | 导体管45° |
| 6 | IJDW0703 | 83 | 带螺钉的 MIG 手柄 |
| 7 | 伊吉尔0074 | 触发套件 | |
| 8 | 伊吉克0798 | TW1-4 接头 | |
| 9 | IJGU0801-01 | 电缆支架弹簧/Zin/TW | |
| 10 | IJD000911 | 电缆组件/3M | |
| 11 | IJGU0835 | 电缆支架弹簧/蓝白镀锌 | |
| 12 | 伊吉克0883 | 带闭合环的后盒 | |
| 13 | IJGU0074 | EA0018 | 螺丝M4x6 |
| 14 | 伊贾伊7062 | 大陆适配器/米勒 M10X1 | |
| 15 | IJU00003 | 连接适配器 TW1-4 | |
| 16 | IJJD0078-06 | 钢衬板 11' 0.030'-0.035' | |
| 完整火炬 | |||
| IJDU5811 | 310-3545 | TW3 手电筒 3m | |
| IJDU5817 | 312-3545 | TW3 手电筒 4m | |
| IJDU5818 | 315-3545 | Tw3 火炬 4.6m | |
| IJDU5826 | X310-3545 | TW3 手电筒 3m 欧式适配器 | |
| IJDU5822 | X312-3545 | TW3 手电筒 4m 欧式适配器 | |
| IJDU5823 | TW3 手电筒 4.6m 欧式适配器 | ||
| IJDU5824 | M310-3545 | Tw3 手电筒 3m 米勒适配器 | |
| IJDU5825 | M312-3545 | Tw3 手电筒 4m 米勒适配器 | |
| IJDU5831 | M315-3545 | Tw3 手电筒 4.6m 米勒适配器 | |
TW300 的耐用结构和低维护需求减少了更换频率,为您的客户提供长期价值。其高品质材料确保一致的性能,提高您的品牌声誉。
常州英威特提供广泛的 OEM 和 ODM 服务,包括品牌徽标、定制电缆长度(3m、4m、5m)和定制包装。我们的研发团队与分销商合作,以满足特定的市场需求,确保竞争优势。
我们提供样品火炬进行测试,根据协商合理收费。我们的全球技术支持团队可协助满足安装、故障排除和售后需求,确保为您的客户提供无缝体验。
经销商可享受特别折扣和营销保护。我们精心制作的标签和徽标旨在承受恶劣的车间条件,提高品牌知名度和专业性。
TW300 MIG 焊枪非常适合各种应用,包括:
汽车修理和车身
金属制造和建筑
农场和房屋维修项目
重型机械维修
它能够以最小的蒸发损失焊接多种材料,使其适用于工业和商业项目,提供具有出色接头完整性的高质量焊缝。
A: 是的,我们提供样品进行测试,根据协商合理收费。请联系我们安排您的样品订单。
答: 当然!我们提供 OEM/ODM 服务,包括徽标品牌、定制电缆长度和定制包装,以满足您的品牌需求。
答: 我们为安装和售后服务提供特别折扣、营销保护和技术支持,确保您的业务蓬勃发展。
答:是的,我们有工程师随时准备协助客户解决技术支持问题、报价或安装过程中可能出现的任何问题以及售后支持。
答:是的。我们散装运输产品,通常使用 40 英尺高立方集装箱,但 20 英尺集装箱也可以接受。
A: 当然,欢迎您来我们工厂参观。
常州英维特焊接科技有限公司是一家通过CE和ISO认证的焊枪的领先制造商,专门为大中型批发商和国际品牌提供服务。我们提供快速生产、全球运输和免费仓储解决方案。我们最先进的设施可确保精密制造,而我们的定制服务可帮助您的品牌在竞争激烈的焊接市场中脱颖而出。
请立即联系我们 索取样品、讨论 OEM/ODM 选项或探索批量订购机会。让 Inwelt 为您的分销业务提供顶级焊接解决方案!