TW300 ガス冷却 MIG 溶接トーチ - 代理店に最適
常州インウェルトのTW300 ガス冷却 MIG 溶接トーチは、 定格 300 アンペア、デューティ サイクル 60% のプレミアム Tweco シリーズ空冷 MIG ガンです。プロの溶接工向けに設計されており、人間工学に基づいた連動ハンドル、快適なトリガー角度、優れた耐久性を実現する耐衝撃性の高い素材が特徴です。このトーチは、自動車修理、金属製造、重整備などの産業用途向けの信頼性の高い高品質の溶接ソリューションを求める販売代理店に最適です。
TW300 は、トップローディング設計と Tweco および Lincoln 消耗品との互換性により、迅速なメンテナンスと多用途性を保証し、製品提供の強化を目指す大規模販売代理店にとって最高の選択肢となっています。
TW300 MIG 溶接トーチの主な特長
溶接作業者の快適さを追求した人間工学に基づいたデザイン
TW300 は、最適なグリップとコントロールを実現する滑り止めのゴムとナイロンのハンドルを備えており、長時間の使用による溶接工の疲労を軽減します。人間工学に基づいたトリガー設計により、精度と快適性が向上し、要求の厳しい溶接作業に最適です。
トップローディングコンタクトチップシステム
トーチのトップローディング設計により、コンタクトチップを素早く簡単に交換できるため、ダウンタイムが最小限に抑えられ、生産性が向上します。テーパー状のコンタクトチップロックシステムにより確実にフィットし、チップの緩みや溶接欠陥を排除します。
過酷な環境における高い耐久性
TW300 は、純銅ジョイントや無酸素の非常に柔軟なモノラル ケーブルなどの高級素材で構築されており、長寿命を実現するように設計されています。継ぎ目のない厚みのあるノズル設計は、厳しい溶接条件に耐え、交換コストを削減します。
幅広い材料互換性
TW300 は、鋼、ステンレス鋼、アルミニウム、銅合金の酸化を最小限に抑えた溶接に優れており、TIG 溶接に代わるコスト効率の高い代替手段を提供します。 0.8mm ~ 1.2mm のワイヤサイズをサポートし、アプリケーション全体での汎用性を確保します。
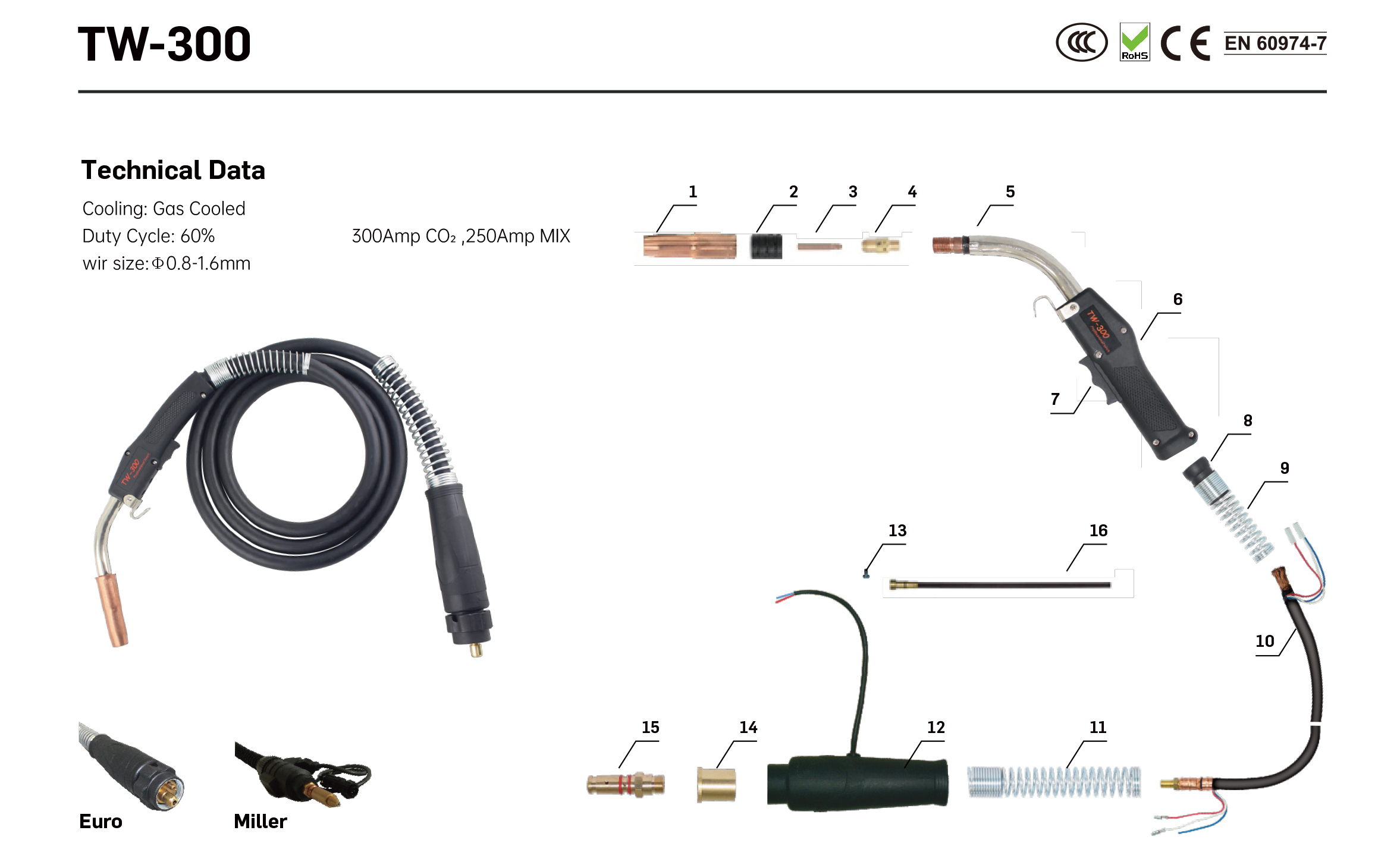
技術データ:
| 冷却 |
ガス冷却 |
ワイヤーサイズ |
Φ0.8~1.6mm |
| デューティ60% DC |
300Amp CO2、250Amp MIX |
パッケージ |
OPP袋+1セット/箱 |
| スイッチ |
シングル |
長さ |
3m/4m/5m |
| 証明書 |
CEおよびRohs |
ガスノズル |
Φ16mm |
| 位置 |
コード |
参照。 |
説明 |
| 1 |
UDT0602 |
24A-62 |
ガスノズルΦ16 |
| 2 |
IJDL0697 |
34A |
絶縁体 |
| 3 |
IJDV0019-12 |
14-45 |
コンタクトチップ 0.045' |
| 4 |
IJDG0081 |
54A |
ディフューザー |
| 5 |
IJDA0605-01 |
63J-45 |
導体管45° |
| 6 |
IJDW0703 |
83 |
ネジ付きMIGハンドル |
| 7 |
IJIR0074 |
|
トリガーキット |
| 8 |
IJIK0798 |
|
TW1-4用ジョイント |
| 9 |
IJGU0801-01 |
|
ケーブルサポート用スプリング/Zin/TW |
| 10 |
IJD000911 |
|
ケーブルアセンブリ/3M |
| 11 |
IJGU0835 |
|
ケーブルサポート用スプリング/青白亜鉛メッキ |
| 12 |
IJIK0883 |
|
開閉リング付きバックボックス |
| 13 |
IJGU0074 |
EA0018 |
ネジ M4x6 |
| 14 |
IJAI7062 |
|
コンチネンタルアダプター/ミラー M10X1 |
| 15 |
IJU00003 |
|
接続アダプター TW1-4 |
| 16 |
IJJD0078-06 |
|
スチールライナー 11' 0.030'-0.035' |
| 完成したトーチ |
|
IJDU5811 |
310-3545 |
TW3 トーチ 3m |
|
IJDU5817 |
312-3545 |
TW3 トーチ 4m |
|
IJDU5818 |
315-3545 |
Tw3 トーチ 4.6m |
|
IJDU5826 |
X310-3545 |
TW3 トーチ 3m ユーロアダプター |
|
IJDU5822 |
X312-3545 |
TW3 トーチ 4m ユーロアダプター |
|
IJDU5823 |
|
TW3 トーチ 4.6m ユーロアダプター |
|
IJDU5824 |
M310-3545 |
Tw3 トーチ 3m ミラーアダプター |
|
IJDU5825 |
M312-3545 |
Tw3 トーチ 4m ミラーアダプター |
|
IJDU5831 |
M315-3545 |
Tw3 トーチ 4.6m ミラーアダプター |
販売代理店のメリット
費用対効果が高く信頼性が高い
TW300 の耐久性のある構造とメンテナンスの必要性が低いため、交換頻度が減り、顧客に長期的な価値を提供します。高品質の素材により安定したパフォーマンスが保証され、ブランドの評判が高まります。
OEM/ODMカスタマイズオプション
常州インウェルトは、ブランドロゴ、カスタムケーブル長 (3m、4m、5m)、カスタマイズされたパッケージングなど、広範な OEM および ODM サービスを提供しています。当社の研究開発チームは販売代理店と協力して特定の市場の需要に応え、競争力のある差別化を確保します。
包括的なサポートとサンプル
当社は、交渉に基づいて合理的な料金でテスト用のサンプル トーチを提供します。当社のグローバル テクニカル サポート チームは、設置、トラブルシューティング、アフターマーケットのニーズを支援し、クライアントにシームレスなエクスペリエンスを保証します。
マーケティングとブランディングの利点
ディストリビューターは、特別割引とマーケティング保護の恩恵を受けます。当社の精密に作られたラベルとロゴは、工場の過酷な条件に耐えられるように設計されており、ブランドの知名度とプロフェッショナリズムを高めます。
用途と産業
TW300 MIG 溶接トーチは、次のようなさまざまな用途に最適です。
-
自動車の修理と鈑金
-
金属の加工と建設
-
農場と家の修理プロジェクト
-
重機のメンテナンス
蒸発損失を最小限に抑えながら多様な材料を溶接できるため、産業プロジェクトと商業プロジェクトの両方に適しており、優れた接合部の完全性を備えた高品質の溶接を提供します。
当社のカタログ:
 インウェルト MIG 溶接トーチ.pdf
インウェルト MIG 溶接トーチ.pdf
よくある質問:
Q1: テスト用のサンプルを入手できますか?
A: はい、テスト用のサンプルを提供しており、交渉に基づいて合理的に請求されます。サンプルのご注文については、お問い合わせください。
Q2: TW300 はカスタマイズをサポートしていますか?
A: もちろんです!当社は、ロゴのブランディング、カスタムケーブル長、ブランドのニーズに合わせたカスタマイズされたパッケージなどの OEM/ODM サービスを提供します。
Q3: ディストリビューターになるメリットは何ですか?
A: 当社は、特別割引、マーケティング保護、設置およびアフターマーケット サービスの技術サポートを提供し、お客様のビジネスの成功を保証します。
Q4: 製品の品質はどのように管理できますか?
A: はい。当社には、テクニカル サポートの問題、見積もりや設置プロセス中に発生する可能性のある問題、およびアフターマーケット サポートについてお客様をサポートする準備ができているエンジニアがいます。
Q5: 容器いっぱいにアイテムを混ぜることはできますか?
A: はい。当社では製品をバルクで出荷し、通常は高さ 40 フィートのキューブ コンテナですが、20 フィートのコンテナも受け入れられます。
Q6: 注文前に工場を訪問することはできますか?
A: はい、私たちの工場への訪問を歓迎します。
常州インウェルトと提携する理由?
Changzhou Inwelt Welding Technology Co., Ltd. は、中規模から大規模の卸売業者や国際ブランドへのサービスを専門とする、CE および ISO 認定の溶接トーチの大手メーカーです。当社は、迅速な生産、世界的な発送、無料の倉庫ソリューションを提供します。当社の最先端の施設は精密な製造を保証し、カスタマイズ サービスは競争の激しい溶接市場で貴社のブランドを際立たせるのに役立ちます。
今すぐお問い合わせください。 サンプルをリクエストしたり、OEM/ODM オプションについて話し合ったり、大量注文の機会を検討したりするには、Inwelt が一流の溶接ソリューションで貴社の流通ビジネスを強化しましょう!
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių