")
Professional TIG Welding Torches Manufacturer & OEM Supplier
Whether you are a welding equipment distributor, industrial manufacturer, OEM brand, or fabrication company, selecting the right TIG welding torch is essential for achieving precision welding, stable arc performance, and long-term reliability.
As a professional TIG welding torch manufacturer, we specialize in producing high-quality air-cooled and water-cooled TIG torches designed for demanding industrial applications. Our complete product range includes WP9, WP17, WP18, and WP26 series torches, along with a full selection of TIG torch consumables and replacement parts.
With advanced manufacturing technology, strict quality control, and flexible OEM & ODM capabilities, we provide reliable welding solutions for customers in more than 80 countries. Every TIG torch is manufactured using premium copper conductors, heat-resistant insulation, precision-machined torch heads, and durable cable assemblies to ensure consistent welding performance and extended service life.
Whether you require standard models or customized private-label products, our engineering team can provide complete support from design and sampling to mass production and global delivery.
Complete TIG Welding Torch Product Range
We offer a comprehensive selection of TIG welding torches suitable for light-duty, medium-duty, and heavy-duty welding applications.
WP9 TIG Welding Torch
The WP9 series is compact and lightweight, making it ideal for precision welding and applications requiring excellent maneuverability.
Applications
WP17 TIG Welding Torch
The WP17 is one of the most widely used air-cooled TIG torches, balancing portability with excellent current capacity.
Advantages
WP18 TIG Welding Torch
The WP18 water-cooled TIG torch is designed for continuous high-current welding where heat management is critical.
Ideal for
Heavy fabrication
Pressure vessels
Industrial manufacturing
Long welding cycles
Automated production
WP26 TIG Welding Torch
The WP26 provides higher current capacity while remaining air-cooled, making it suitable for demanding industrial applications.
Common industries include:
Construction
Shipbuilding
Machinery manufacturing
Steel fabrication
Agricultural equipment
Air-Cooled vs Water-Cooled TIG Welding Torches
Selecting the appropriate cooling method depends on your welding current, production volume, and operating environment.
| Air-Cooled TIG Torch | Water-Cooled TIG Torch |
| Lightweight design | Higher current capacity |
| Lower equipment cost | Better heat dissipation |
| Simple maintenance | Longer continuous welding time |
| Suitable for medium-duty welding | Ideal for heavy industrial production |
| Portable operation | Reduced operator fatigue during long welds |
Key Features of Our TIG Welding Torches
Our TIG torches are engineered for precision, durability, and operator comfort.
Stable Arc Performance
Precision internal components ensure consistent arc ignition and smooth welding performance.
Premium Copper Conductors
High-conductivity copper improves electrical efficiency while reducing heat loss.
Ergonomic Handle Design
Comfortable handles minimize fatigue during extended welding operations.
Flexible Cable Assembly
Durable cable systems provide greater flexibility for difficult welding positions.
Long Consumable Service Life
Precision-machined consumables improve arc stability while reducing replacement frequency.
High Temperature Resistance
Premium insulation materials maintain performance in demanding industrial environments.
OEM & ODM TIG Welding Torch Manufacturing Services
As a professional OEM manufacturer, we help distributors, wholesalers, and welding equipment brands develop customized TIG welding products.
Our customization options include:
Our engineering team supports every stage from product development to large-scale manufacturing.
Industries We Serve
Our TIG welding torches are widely used across multiple industries.
Aerospace manufacturing
Automotive production
Food processing equipment
Pharmaceutical equipment
Stainless steel fabrication
Aluminum fabrication
Shipbuilding
Pressure vessel manufacturing
Pipeline construction
Energy industry
Medical equipment
Precision metal fabrication
Why Choose Our TIG Welding Torches?
Customers worldwide choose our products because we provide:
Stable welding performance
Consistent manufacturing quality
Competitive factory pricing
Flexible OEM & ODM solutions
Low minimum order quantities
Fast production lead times
Professional technical support
Comprehensive quality inspection
Global export experience
Reliable after-sales service
Quality Control & Manufacturing Excellence
Every TIG welding torch undergoes rigorous quality inspection before shipment.
Our quality control process includes:
Raw material inspection
Electrical conductivity testing
Gas leakage testing
Cable flexibility testing
Arc stability verification
High-temperature performance testing
Final appearance inspection
Packaging quality inspection
This comprehensive testing process helps ensure reliable performance in industrial welding environments.
Frequently Asked Questions
What is a TIG welding torch?
A TIG welding torch is a precision welding tool that delivers electrical current, shielding gas, and a non-consumable tungsten electrode to create clean, high-quality welds on materials such as stainless steel, aluminum, titanium, and nickel alloys.
How do I choose the right TIG welding torch?
The right TIG torch depends on the welding current, duty cycle, cooling method, material type, cable length, and application. Light fabrication often uses air-cooled models, while continuous high-current welding typically benefits from water-cooled torches.
What is the difference between WP9, WP17, WP18, and WP26 TIG torches?
WP9 is compact for precision work, WP17 is a versatile air-cooled option, WP18 is water-cooled for continuous heavy-duty welding, and WP26 offers higher current capacity in an air-cooled design.
How long do TIG torch consumables last?
Consumable life varies based on welding current, material cleanliness, and operating technique. Regular inspection and timely replacement help maintain arc stability and weld quality.
Can TIG welding torches be customized?
Yes. We provide complete OEM and ODM services, including customized branding, packaging, cable lengths, handle colors, labels, and private-label manufacturing for distributors and welding equipment brands.
What materials can TIG welding torches weld?
TIG welding torches are commonly used for stainless steel, aluminum, titanium, magnesium, nickel alloys, copper alloys, carbon steel, and other precision welding applications.
There are many types of TIG torches for different welding applications. TIG torch sizes vary greatly for different jobs. This article will help break down the basics for you when it comes to selecting your first torch. Depending on your amperage needs and your budget, there are always several good torch options for the beginner.
There are two main categories of TIG torches: Air/gas cooled and water cooled.
The main TIG torch types are detailed below.
Air Cooled TIG Torches
Air cooled TIG torches have only one hose input which is for gas. Therefore, Argon or Helium is shielding your weld puddle from external contaminants while the shielding gas is also cooling down the torch with its airflow.
There is debate as to whether these air cooled torches actually cool the torch effectively. They definitely aren’t as effective as water cooled, hence the lower amperage ratings on these torches. They take longer to cool, and cannot handle super high temperatures.
Due to the slower nature of the gas cooling process, these torches can overheat more easily than a water cooled torch setup. Air cooled torches are best for thinner walled materials and smaller hobby projects around the garage. However, the larger air cooled torches mentioned below can handle higher amperages if used properly.
Water Cooled TIG Torches
Water cooled TIG torches have three inputs with three respective hoses. There is the gas input for your shielding gas, a water input line, and a water outflow line.
Water cooled TIG torches have an advantage because they don’t overheat nearly as fast as air cooled torches. They can handle very high amperages, followed by a rapid cooling process.
Water cooled torches are ideal for professional TIG welders and fabricators. If you plan on TIG welding heavy walled materials on bigger projects, then a water cooled torch setup is worth looking into. Keep in mind that you must have a water cooler system for your welding machine in addition to your torch. These water coolers can get pricey, but they generally last a long time.
Air Cooled Torch Models
The gas/air cooled torches come in four main sizes.
A WP24 torch is a gas cooled welding torch capable of only 80 amps. It is compact but less common due to its limited amperage range – 80 amps will only handle very light TIG welding. However, this torch can fit in some super tight areas.
A WP9 torch is a gas cooled torch capable of 125 amps. It is compact but way more common, and can handle up to 1/8″ material. It can also fit into tight spaces.
A WP17 torch is a gas cooled torch capable of 150 amps. It is very popular with welders but it is more bulky. 150 amps can handle most standard weld joints – This torch is very well liked by fabricators.
A WP26 torch is the largest of the gas cooled torches – capable of 200 or more amps. It is used on very heavy walled alloys and is less common for everyday use among hobbyists.
WP9 and a WP17 gas cooled torches are the only torches with interchangeable gas thread inputs. They are female inputs and can be interchanged with the use of a male gas hose. The rest of the torches have their own types of threading, which can be confusing for beginners.
Water Cooled Torch Models
The water cooled torches come in two main sizes:
A WP20 is a water cooled torch that is the same size as the WP9 gas cooled torch. Being water cooled, it is capable of double the amperage of a WP9 torch. It can handle up to 250 amps
A WP18 is a water cooled torch capable of 350 amps. It is the heaviest duty torch most commonly produced. We use this in our shop for heavy walled aluminum and steel applications.
Torch Heads
The most common torch head is a “Rigid” model – which means its head (top of the torch) has no flexible capabilities for getting in tight spots. The angle that the torch head is set at cannot be moved to different positions. This is the most common type of model available in all torch numberings, and it is more cost friendly.
A “Flex Head” torch is a torch with a moveable head, so you can get into tight spaces and odd overhead joints. It is also just more ergonomic and allows for lots of adjustability. Flex heads will usually have “F” or “FX” next to the model number. Again, lower end torches usually don’t put these markings on any of their products.
Make sure you know if your torch is a flex head or a rigid head model. If you try to flex a rigid model, you’ll snap your torch in half!
Valves
When you are doing scratch start TIG, you have no option to control the gas with your foot pedal control. For more rudimentary processes like these, torch manufacturers introduced a valve feature which allows for manual gas control on the torch.
Before you strike your arc, you simply turn the gas on with a valve on your torches rear; and turn it off when you finish your bead. This feature allows you to conserve some argon without wasting your whole cylinder.
Torches with the valve feature usually have a “V” marking on the torch. However, the valve feature is always obvious because it protrudes from the back of the torch (it looks like a small dial).
Some torches will have different styles of valve mechanisms, but they all require a counter clockwise turn to get the gas flowing.
Amperage Control
The most common type of TIG amperage control is by using a foot pedal. These pedals send a signal to your machine to turn the gas and amperage on for your torch. They also signal when to stop the arc and start your post flow of gas. These are most common with high frequency start – A process where a high surge of amperage starts your TIG arc without having to scratch your tungsten on your material.
With TIG welding in the field, foot pedals can be a real pain. Because of this, there are mechanisms that allow you to control your amperage on the torch with your hand. These can be dials as well as pressure sensitive buttons.
These mechanisms will turn your gas and amperage on without a need for any pedal. They allow you to weld in different positions without worrying about using your feet.
Wrap Up
We hope this gave you a better idea on the types of TIG torches and what a setup involves. There are many options depending on what you plan on doing, and there are no rules – just guidelines.
You may find that you enjoy building small projects with light amperage TIG welding. Or, you may want to tackle big industrial projects. The good news is that there is a torch for everything.
Featured Image Credit : www.czinwelt.com – they make very high end TIG accessories that are worth checking out.
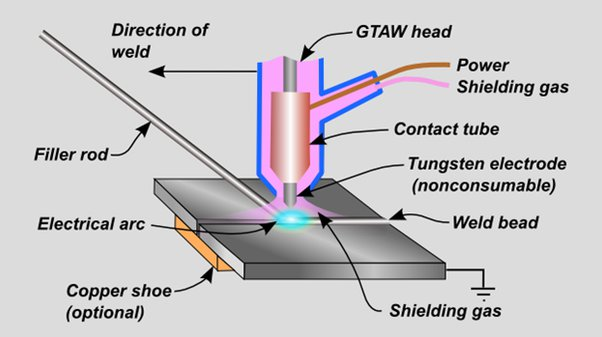
Tungsten Inert Gas
The electrode is tungsten metal. Shielding gas is helium or argon. Filler rod is usually similar to the base metal being welded. The concept is to keep the molten welding puddle from reacting with oxygen or nitrogen in the air. This produces a cleaner weld.
 English
English 简体中文
简体中文 العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Latine
Latine Dansk
Dansk বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Bosanski
Bosanski Български
Български ქართული
ქართული Lietuvių
Lietuvių






















































")



